 Close
Close  Menu
Menu 
Category: Sin categorizar
The Brenner Base Tunnel: A European Core Project
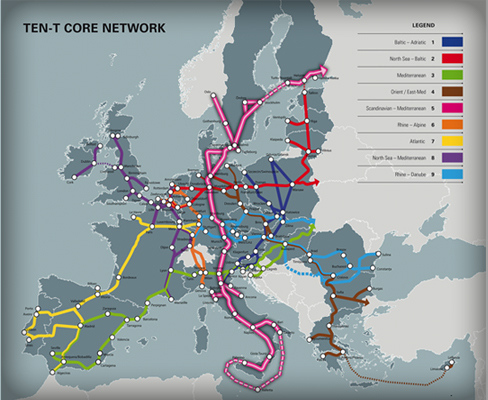
Figure 1. The Trans-European Network for Transport (TEN-T) aims to connect all European member nations from West to East and and North to South.
Tunneling is a worldwide business with often-changing markets. At the moment, everybody is watching the markets in Asia and in particular various huge projects in China and India, as well as the Middle East. With these busy hot spots, it’s easy to overlook projects elsewhere.
In this blog, I want to refocus and take a look at Europe, where there are some very interesting and challenging mega-projects underway for the Trans-European Network for Transport (TEN-T) of the European Union. The TEN-T connects all economies in the European Member Countries from West to East and North to South (Figure 1). This master plan for connectivity in Europe includes nine core network corridors with several projects crossing the borders of multiple European countries. The cross-border project implementation is complicated because of the different technical, financial and statutory requirements.
TEN-T core network projects
The core projects of the TEN-T master plan all serve as missing links that would connect the European Member Countries, like the Koralm and Semmering Railway Tunnels (both in Austria), Lyon-Turin Railway Project (connecting France and Italy), Fehmarn Belt Crossing (connecting Denmark and Germany), Brenner Base Tunnel (connecting Austria and Italy), Ceneri Base Tunnel (connecting Switzerland and Italy) and also some completed projects like the Oresund Bridge, Tunnel Road and Rail Fixed Link (connecting Sweden and Denmark), Milano-Roma-Napoli Railway (Italy), Gotthard and Lötschberg Base Tunnels (Switzerland), Betuwelijn Railroad (connecting the Netherlands and Germany) and the Channel Tunnel (connecting United Kingdom and France).
Financial support from the European Union in an amount estimated at 500 billion euro is required to complete this Trans-European Network and to widen some of the bottlenecks within it. The Brenner Base Tunnel is one of the most interesting cross-border projects and a core project of the TEN-T master plan (Figure 2).
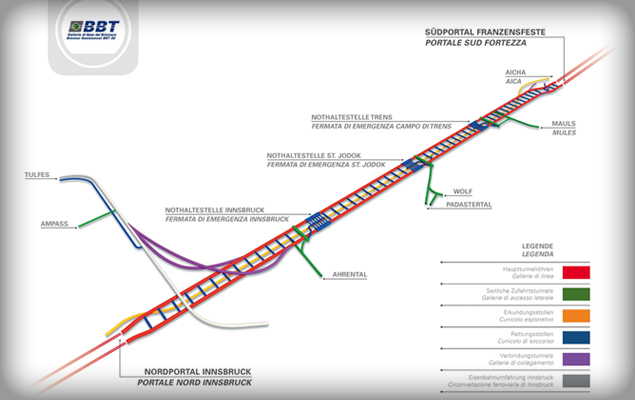
Figure 2. Layout of the Brenner Base Tunnel construction.
Brenner Tunnel Conversations
The Brenner Base Tunnel (BBT) is a big challenge for all involved parties. In 2015, I had the great opportunity to interview Prof. Konrad Bergmeister, who has been the CEO of the BBT SE since August 2006 (Figure 3). Bergmeister was previously the technical director and head engineer of the company managing the Brenner Highway and was responsible for the planning and construction of new infrastructure and for maintenance of the existing structures. For the past 22 years, he has taught construction engineering at the University of Natural Resources and Applied Life Sciences in Vienna (Austria). He has been the President of the Free University in Bolzano (Italy) since 2010.

Figure 3. Professor Konrad Bergmeister, the CEO of BBT SE since 2006.
Interview with Prof. Bergmeister
Could you give me a brief overview of the Brenner Base Tunnel?
The Brenner Base Tunnel is a ground-breaking engineering project for the 21st century. This underground structure has a total length of 64 km and consists of three tubes: the exploratory tunnel and two main tubes with four lateral access tunnels connecting them together (Figure 4). The tunnel itself will become the longest railway tunnel in the world once complete.
The history of the tunnel is a long one: 160 years ago, an Italian engineer came up with the idea to go beneath the Brenner Pass. After World War Two, the project was reassessed but never proceeded. Finally, between 1987 and 1989 a feasibility study was carried out. The preliminary project was approved in 2002, and between 2005 and 2008 project details were worked out. In 2009 the environmental and technical approvals were obtained in Austria and in Italy. So we started with the first exploration of the whole rock situation in 2006, drilling vertical bore holes that totalled more than 28 km when we sum it all up. And this preliminary information was used in order to study the final layout of the tunnel in order to do the definitive design.
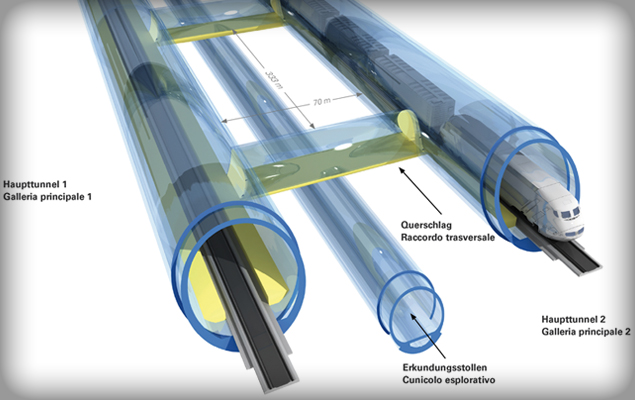
Figure 4. The 64 km long Brenner Base Tunnel consists of three tubes: An exploratory bore and two main tubes connected by access tunnels.
What, for an engineer, is the most challenging aspect of the Brenner Base Tunnel?
The most challenging issues for me are the following:
First of all we developed the so-called design guide in order to have the right basis to execute the design in both countries. This design guide was based on some new design ideas taking into account all the safety issues that have been proposed with the Eurocodes on a European level.
Second we developed internally a so-called chance and risk analysis, which should allow us to monitor the development of the project in terms of possible chances and risks. How we are doing that? Well we are trying to evaluate and double check the actual ongoing construction with our project managers and external experts and we are trying to identify all the possible risks and chances that might occur as tunneling proceeds. This analysis is part of a database that will be actualized on a yearly basis so we have additional information in terms of possible risks, additional costs, cost savings and scheduling.
The third issue is something that deals with some novel forecast technologies. We are using digital mapping and photogrammetric mapping as forecasting methods, particularly for the ongoing drill and blast operations. This is called the Tunnel Control System and is able to predict complex excavation shapes by using statistics regression analysis. It is based on 3D point clouds of the rock surfaces captured after each excavation, and the precision of previous excavated profiles is also analysed. The previous blasting data and the corresponding geological information are used for the prediction of the upcoming upper and lower blast profiles. For the forecast a certain number (minimum five previous blasts) is taken into account for a linear or nonlinear regression analysis. Through this optimization procedure up to 65% reduction in over-break has been achieved.

Figure 5. Construction on the Brenner Base Tunnel is currently underway.
And the last issue is actually that we have been trying to develop ideas for the reuse of excavation material. The concrete mixture must be sustainable for the next 200 years since this is the lifetime of the tunnel. We have been studying the material of the exploratory tunnel (Figure 6), especially the schists, in the central zone of the project and we were able to modify the preparation methodology and optimize the concrete mixture to re-utilize 100% of the excavation material. Five years ago, all of the geologists and specialists during the approval phase told us that the excavation material must be disposed of. So this is actually a real step forward into optimizing the project excavation.
Figure 6. The completed exploratory bore for the Brenner Base Tunnel.
What is your opinion about the on-site TBM assembly of Robbins compared with the re-assembly of factory-built machines on jobsites?
From an engineering point of view we are only interested that the machine works very well on site. So we are interested to see, when the machine really starts, the performance in a certain excavation length. We are interested in the results and not so much on the specific assembly situation. There are different trade-offs: On the one hand, if you pre-assemble the machine in the production facility, this can guarantee you certain tolerances and probably certain pre-operation errors can be adjusted and finally avoided. But, the major problem is that you have to transport the semi-assembled machine on site and you have to re-assemble the machine on site again and then you have to start excavation. However, with Robbins for example, they can bring all the individual pieces on site and very often they are adjusting the machine itself directly under site conditions. It is easier, I think, to do the adjustment on site directly for specific logistics reasons. We can say that you might have more flexibility if you assemble directly on site compared with doing the assembly at the production facility.
Beyond Boring: A Journalist's Fascination with Tunnelling
About the Guest Author: Roland Herr has a background in civil engineering and is an international freelancing journalist. He has over 20 years of experience on engineering and construction projects all over the world, and is especially interested in tunneling.
Those working in tunnelling understand that this is an industry more fascinating than any other. What is it about tunnelling that makes it so exciting to those in the field?
Curious to know more, I discussed this question with some very experienced European tunnelling specialists: Frode Nilsen (Norway), Managing Director of LNS, and Dr.-techn. Klaus Rieker (Germany), Managing Director Tunnelling Division of Wayss & Freytag Ingenieurbau AG. Both conversations took place at different places and times, but with strikingly similar results.

Dr.-techn. Klaus Rieker and Frode Nilsen took time to share their experiences in the tunnelling industry.
Frode and Klaus both have extensive backgrounds in the underground industry. Frode has been working with tunnels since he left university, the Norwegian Institute of Technology, in 1988, and Klaus has been building tunnels for 25 years. Comparatively, I am a “youngster” with 14 years of experience with tunnels and the tunnelling industry, but no less enthusiastic.
Read on for the results of my Q&A sessions with Frode and Klaus:
One characteristic shared by most tunnellers is that they work internationally, on many different projects with varying levels of responsibility. Tell me about your international experience.
Klaus: [At Wayss & Freytag] I was assigned to different projects in Singapore, Malaysia and Taiwan. As a young engineer working in Asia, it was very hard to gain acceptance, particularly because in the Asian culture, older people are typically responsible for project management. It was difficult to convince the contractor that I could handle it, but step-by-step I proved myself with my performance and knowledge. I remember with pleasure my time on a metro project in Singapore; altogether we had about 30 nations involved on the project. It was really amazing!
Frode: Our most impressive project [at LNS] was SILA for the Iron Ore company LKAB. We blasted 12 silos out of the rock and built a 600 m long unloading hall and a 2.8 km tunnel for iron transport from the silos to the harbour. Our most famous project was the Svalbard Global Seed Vault in Spitsbergen for the UN, where we built tunnels and 3 rock caverns in the permafrost with an even temperature of -18° Celsius to store samples of the world’s seeds.
For Frode, the timeline and longevity of underground projects is also an amazing feat worthy of note—tunnels can be built in difficult ground conditions over a period of years, but the hard work pays off in that many tunnels have a design life of 100 years or more.
Working in tunnelling also provides a unique perspective on emerging markets. Which countries or markets are currently experiencing rapid development when it comes to tunnel construction?
Frode: In Europe, Norway is one of the most interesting nations, especially for drill & blast, with hard competition and low prices. In Asia, China is on top, and South America is also growing, in particular with the mining industry in Chile. Much of the future of tunnelling lies in mining: studies show that in 2034 around 60% of mining will be done in underground mines. That means tunnels for access, ore haulage, and more.
Klaus: Germany is now no longer really a market for tunnelling, and in Central Europe tunnel construction is declining. Meanwhile, Asia is the growing market. In Singapore for example, 10 to 20 machines are running annually for the metro system extension. China and India are also huge markets right now. I find North America to also be an interesting market with many current and upcoming projects.
Every industry has its own set of challenges. What do you find most challenging about working in the tunnelling industry specifically?
Klaus: A defining characteristic of tunnellers is that we love a challenge. We thrive on new, very difficult situations that demand utilization of all our knowledge and problem-solving skills, in order to find the best technical solution.
Frode: Client demands can be challenging, and are often accompanied by environmental and technical limitations as well as financial constraints.I am happiest when projects are profitable and everybody involved is satisfied.
Frode and Klaus’ comments on their experiences led me to one overarching conclusion: engineers working in tunnelling are some of the world’s brightest and most experienced, with shared passions for overcoming difficult situations and ever-expanding their world views. For adaptable and driven engineers, the tunnelling industry offers a challenging yet rewarding career with job security, as projects and new markets continue to emerge globally.
The Light at the End of the Tunnel: The Positive Side of Seattle’s SR99 Project

Bertha ship docks at the Port of Seattle. Photo cred: WSDOT.
Seattle is the founding city of The Robbins Company, and a place where I lived for nearly 15 years and commuted on SR99 while working at Robbins early in my career. As such, the new SR99 Viaduct Replacement Tunnel Project is of great interest to me.
The industry is all too familiar with Seattle’s SR99 Tunnel and its TBM, known as “Big Bertha”. More specifically, much has been written with regards to the TBM needing repairs after about 300 m of boring. The TBM is the world’s current largest at 17.5 m in diameter, and is excavating a 2.7 km long drive.

Bertha’s parts parked on Alaskan Way. Photo cred: WSDOT.

Last day above ground for Bertha’s cutterhead. Photo cred: WSDOT.
TBM Tendering
Robbins was a relatively new entry into the EPB/soft ground tunneling business when tenders were called for the latest SR99 project in 2011, and we made a concerted effort to get the order for this particular TBM. We teamed up with Japanese TBM manufacturer Mitsubishi Heavy Industries (MHI) to get the order. Robbins has had an association with MHI for more than 20 years, with jointly-designed machines operating around the world on projects in India, China, the U.S., and more. MHI has built over 1,000 EPB machines and in my opinion, the Japanese TBM manufacturers are further advanced in EPB technology than their European and American counterparts.
Through the process of trying to receive this order, we learned a lot about the geology, as well as the contractors’ and TBM’s specification requirements. The contractor Dragados, one of the JV partners and very well-experienced in soft ground tunneling technology, developed a high-level specification for the TBM suppliers. All of the prospective TBM suppliers were required to quote and if successful, supply to this standard. We eventually stepped out of the tendering process to supply this TBM, as the lower prices and greater assumption of contract risk offered by our competitors made the TBM supply an impractical business option for us.

Bertha’s parking spot. Photo cred: WSDOT.
Tough Tunneling
The current situation at the SR99 project is more positive than media tend to paint it. The project design consultant did a commendable job on laying out the tunnel route and building in a contingency plan. Boring through glacial till, even with modern TBMs, is never an easy task as previous projects like the Brightwater Conveyance Tunnels have taught the city of Seattle. This is doubly so along the Seattle waterfront, which includes manmade fill, utilities, and buried refuse. In such ground, TBMs can encounter rapidly changing geology; pockets of groundwater; abrasive soil; and manmade objects such as unmapped disused pipes; foundation piles; etc.

Survey says, “This is one big tunnel.” Photo cred: WSDOT.
Aware of the problems that can develop while using an EPB TBM in glacial till under a city with a lot of backfill, the SR99 designer wisely developed a contingency plan. The strategy, in addition to pre-planned safe havens, involved a “shake down” stretch of tunnel, which ran under no buildings. If problems did occur repairs to the TBM could be made by sinking a surface access shaft at this location. Unfortunately the need for that repair event occurred shortly after the machine commenced excavation.
Why there were failures of the cutterhead seals, and potentially the cutterhead main bearing, is yet to be determined. I doubt there will be any signs of failure of the main bearing when the crews get to inspect it. However, all parties involved are wisely taking precautions and installing a new main bearing in addition to the seals.
Bertha’s Lessons
The Seattle Tunnel Partners and WSDOT have in place a panel of experts to advise them on the highly technical details of the TBM design. I personally know several of these experts and they are well qualified to recommend and supervise the necessary repairs and procedures to get the TBM into a condition where it is able to finish this tunnel.

The experts behind the world’s largest TBM. Photo cred: WSDOT.
Having been in the TBM supply business for quite a few years, I unfortunately have to admit having been in a similar (fortunately not as well published) situation as the TBM supplier on more than one occasion. This situation–significant TBM problems at the beginning of boring—can result from many different factors and is not unique to the SR99 project. In fact, Robbins recently had a similar situation (admittedly on a smaller scale in terms of both public and financial impact) on a project in Turkey known as the Kargi HEPP. Despite extensive pre-planning, unexpected ground was encountered, which resulted in several in-tunnel stops and machine modifications in the first few hundred meters of the tunnel. What happens in these situations is you pull in the best minds with the most experience and immediately analyze the problem. The ultimate fix often ends up as a multi-level solution. You must ensure you have the problem under control, plus take additional measures to monitor the vulnerable components and operating procedures. At Kargi, this process resulted in the remainder of the project being finished without significant TBM problems. Without a doubt a similar process is going on at SR99 with Hitachi Zosen engineers, the contractor’s specialists, and the city’s board of experts.
Being one who is keenly interested in this project, I believe that this TBM will soon be back to boring with a new completion date, which will be fulfilled. I am optimistic that this project will one day be seen as a positive in the tunneling industry, where many lessons were learned and advancements were made. Such advancements will be put to use in Seattle and in other cities that greatly benefit from the excavation of more underground infrastructure.
A Tradition of Innovation: The 2013 Muir Wood Lecture takes a cue from Robbins’ Long History

Robbins current president Lok Home (left) with Robbins former president Dick Robbins (right).
When asked about his most memorable tunneling project, Dick Robbins narrowed it down to two: The Channel Tunnel and the Paris RER Metro. The former company president and CEO from 1958 to 1993 has seen hundreds of tunneling projects in his career, and should know. The Channel Tunnel, with its hybrid machines capable of operating under 10 bar water pressure, was challenging to say the least. But the Paris RER Metro in 1964 resulted in a radically unique machine design: “We created the world’s first below-water, pressure bulkhead shielded machine using air pressure. All future slurry and EPB designs had their genesis in this machine,” said Robbins. A sealing system using steel fingers back-supported with foam kept the gap between the machine shield and segments airtight. Wire brush seals with grease were not developed until later projects (see below).

The central section of the Robbins machine at the Paris RER metro, with the Arc de Triomphe in the background.
These two projects are just a few of the highlights Dick Robbins is set to touch on during his 2013 Sir Alan Muir Wood Lecture, honoring the late tunneling statesman who initiated and served as the first president of the International Tunneling Association (ITA).
The talk, titled “A Tradition of Innovation: The Next Push for Machine Tunneling” will cover everything from the beginnings of mechanized tunneling to the era of modern tunneling when his father James S. Robbins came up with the idea of developing full-face TBMs (see picture below). Discussion will then move to modern-day marvels like the world’s largest TBM set to bore the Highway 99 Viaduct Replacement tunnel. Robbins will make the case that a culture of innovation is needed in greater force in order to push for new leaps in design that will accelerate the advancement of the industry.

James S. Robbins (in driver’s seat), Robbins founder, at the launch of the Humber River Sewer TBM in 1956. The machine was the first ever to exclusively use rolling disc cutters.
See the Talk:
ITA-AITES World Tunnel Congress
Geneva, Switzerland
Opening Ceremony & Sir Alan Muir Wood Lecture
Monday June 3
9:00 AM to 10:30 AM
For more information on Robbins’ long history, check out the lecture Dick Robbins and colleagues made when he received the 2009 Benjamin Franklin Medal.
Salamanders, Pseudo Scorpions, and Quartz Crystals: How my Recent Site Visit proved that TBM Tunneling is the Greenest Way to Go

View from the bottom of a deep shaft at the Jollyville Transmission Main.
The Balcones Canyonlands just north of Austin, Texas, USA is a protected wildlife preserve, and it’s not open to the public. So when the city of Austin opted to build a 10.5 km (6.5 mi) long water line directly below it, there was understandably some concern—but not for humans. The inhabitants of the Canyonlands include some of the state’s most endangered species, from tiny, blind cave spiders to songbirds to the green-speckled Jollyville Plateau Salamander. And don’t forget the pseudo scorpions. The Jollyville Transmission Main, a pipeline planned to bring drinking water to the drought-ridden city, was designed deep below protected aquifers in chalk, up to 106 m (350 ft) down in limestone rock. This made tunneling the only option. But even so, how could the project avoid impacting such a sensitive environment?
When I visited the site in Autumn 2012, I got my answer. The contractor, Southland/Mole JV, is taking every precaution to mitigate impact, and they’ve been very successful thus far. An environmental consultant from the city is on the site daily, and routine inspections ensure that the minimally invasive tunnel is not encroaching on the habitat of the endangered animals.
Our guides for the visit, Kent Vest and John Arciszewski of Southland Contracting, took us to the 82 m (270 ft) deep Four Points Shaft first, which has been partially reinforced with liner plates. Kent and John explained that during excavation, water inflow from the aquifer had been high enough that the city opted to grout behind the liner plates to prevent further dewatering. Gravel in the annular space between the liner plates and shaft walls would keep any groundwater pathways intact.
As we descended into the unlined tunnel where a 3.25 m (10.7 ft) Robbins Main Beam TBM was averaging 55 m (180 ft) per day, we talked ground support—or the lack thereof. Three TBMs are being used to excavate portions of the tunnel in competent limestone. Southland is not permitted to do either pre-excavation drilling or grouting because of the possibility of karst cavities and groundwater pathways—areas where endangered aquatic species might live. While they plan to install wire mesh and rock bolts if it’s needed, the rock quality has so far been very good with little ground water. We took a few photos while in this tunnel (see below), and then moved on to the next site.

The Southland crew in the tunnel.

The unlined tunnel.
Our last site visit of the day was the deepest—the 106 m (350 ft) Jollyville shaft next to the similarly named Jollyville Reservoir in a much more urban location. Once we’d been lowered down the shaft, we found a small, unlined tunnel in competent limestone. A 3.0 m (9.8 ft), contractor-owned Double Shield TBM was tunneling this reach, after having been refurbished by Robbins in Solon, Ohio. Similarly, the machine was getting some fast advance rates of 46 m (150 ft) per day on average.

The TBM operator in the small tunnel sits next to the machine conveyor.
What I immediately noticed in this tunnel was the multitude of small, mostly dry karst cavities down the tunnel walls. These cavities could potentially be home to the blind cave spiders, though none had been found during tunneling and it was likely they wouldn’t live in such small voids. We noticed, during our ride on the muck train towards the machine, sparks of light emitting from these cavities. Once we stopped John reached into a cavity and pulled out a handful of quartz crystals. “These are all over, in all these cavities. You can take some with you,” he said. As I am part-pirate (my genealogy traces back to Sir Francis Drake on my mother’s side!), I decided to stuff my pockets with the sparkly crystals (i.e., treasure!). I had never seen anything like this before, but John explained that the minerals in the perched water in many of the pockets caused the crystals to grow. Since the pockets were small, they weren’t filled in or isolated and we could pluck quartz crystals to our heart’s content.

Shining a light on the tiny cavities.

Quartz crystals!
On a more serious note, Southland does have a plan of action if large cavities are found or if a groundwater pathway is very open and linked to the aquifer. In this case, large voids would be isolated and sealed off to protect the habitat within. If ground water inflows are severe they will install steel liner plates and grout behind them to stop the flow. But, says Southland, they don’t expect to encounter either of these since the tunnels are so far below the aquifer. In fact, one reach of the tunnel, already complete at the time of our visit, had encountered almost no groundwater in 1,300 m (4,400 ft) of tunneling.
Once back on the surface, it became clear to me that this well-designed project proved that tunneling, particularly TBM tunneling, could be used safely in even the most sensitive environments. The foresight, planning, and execution by the designers and contractors was impressive. The salamanders and pseudo scorpions thank you.
What is WIT, and Why Does it Matter?
“If going underground suits you, you are immediately hooked”; “Once I was exposed to the underground industry, I loved it”; “I fell in love with tunnel construction, and never left”. All of these statements came straight from women working in tunneling who were interviewed by TunnelTalk at NAT 2012. If tunneling is such a satisfying career path for women, why are so few females working in tunneling?
The lack of women may be attributed to lack of industry exposure and the male centricity of the field, Since its establishment, tunneling and underground construction has been primarily male-dominated. In recent years, the number of lady tunnelers has grown, and the need arose for a group to support this demographic. Women in Tunneling (WIT) was created by women for women with the purpose of providing networking opportunities to women from all corners of the tunneling world, and spreading the message of the exciting opportunities that accompany a career in the field.
The inaugural WIT networking event was hosted in conjunction with NAT 2012 in Indianapolis, IN, and took place at a popular Indy wine bar. Architects, consultants, editors, engineers, marketers, and writers were among the 27 attendees. Highlights of the two-hour event included a constructive roundtable discussion and a raffle with sponsor-supplied gifts.

A lively discussion at WIT’s first event.
All guests were excited about the future of the group, and eager to get additional women involved. The hope is to spread the word about WIT, and double the amount of attendees at the next event. Eventually, WIT would like to have events during all major North American trade shows. Interest internationally has been shown as well, and WIT looks forward to possibly expanding overseas.
WIT is not affiliated with any one company; it is an industry-supported group that aspires to grow the number of women in tunneling through networking and increased industry exposure. The group’s first event was hosted by The Robbins Company, and was entirely paid for by the generosity of sponsors Kiewit, Jacobs Associates, Arup and Bradshaw Construction Corporation.

Sponsors provided giveaways for all attendees, and larger gifts for a raffle.
As Natasha Taylor, one of the TunnelTalk interviewees and a civil engineer at Kiewit, said, “There are all the opportunities in the world [for women in the underground industry]”. Our market is thriving and there are countless possibilities for women who want a career in a challenging and dynamic business. We hope you’ll join us in supporting WIT, and the group’s goals of bringing women together and attracting additional women to the industry.
If you’d like to get involved with WIT and receive group updates, please join our LinkedIn group. To watch the videos referenced in this blog, visit the TunnelTalk YouTube channel.
Onsite First Time Assembly Works: Debunking the Most Common Myths
I have to admit, that the first time I gave much thought to Onsite First Time Assembly (OFTA) for new machines was following a dinner conversation with a very experienced engineer from one of the large Italian underground contractors. The engineer suggested that it was his opinion that on large diameter machines, perhaps above 8 m or so, that much time and money could be saved by an OFTA program, which would allow the machine to be initially assembled on location. He said he did not believe the huge amount of labor expended to completely assemble a TBM in the shop, which then had to be repeated in the field, could be justified. He argued that labor was being duplicated and the result was a longer delivery period that was reasonably required. This conversation, taking place in the mid-nineties, is what first triggered my thinking on the subject. Well, that conversation and couple of glasses of Brunello di Montalcino! My engineering friend raised a very valid point and I’ve given the subject much thought since, and discussed OFTA with many people in the industry. It appears to me that, even though the method has been successfully used on many of our projects worldwide, there are a few “myths” that have gained traction regarding the risks of OFTA. I’ll address two of these OFTA myths.
Myth No. 1 – It will be a disaster if the parts don’t fit together on the job site! That is why a full factory assembly is required.
This myth doesn’t take into account three factors:
1. Partial assembly: Major sub-assemblies are pre-assembled in the factory. The main bearing and seal assembly, for example, is fully factory assembled. It is only the major parts that may not be pre-assembled. However, in many cases, we pre-fit the pieces; forward shield to outer telescopic shield, outer to inner telescopic, inner telescopic to gripper shield, and so on for a double shield machine. So the part fit-up is checked but the entire machine is not put together in the factory.

Major components are checked in the factory to ensure fit up.
2. Modern measurement devices: In those cases where it is not possible to pre-fit two pieces in the factory, we can use modern Coordinate Measuring Machines (CMMs) or “Laser Trackers” to take precise measurements of both pieces to insure fit up when they meet in the field.
A Robbins employee uses a CMM device in the Ohio manufacturing facility.
3. In-field repairs: When an offshore oil rig has a component failure do they disassemble it and take it to the mainland for repairs? When repairs are required on hydroelectric turbines and generators, do they always take the big parts to a machine shop to repair? No, they do not. Many repairs of large scale equipment are made in situ, wherever the plant is located. If it is discovered at the job site that a component has been mis-machined / manufactured it is most likely a minor error (remember the CMM measurements and component fit-ups in factory partial assembly) and repair can be effected on the piece in place at the job site. In Robbins experience, this has always been the case and such repairs have been carried out when discovered on site and without impact to final startup schedule.
Myth No. 2 – The labor cost on an underground job site is far higher than labor cost in a factory. It will cost far more money and time to assemble the machine on site for the first time.
OFTA Myth No. 2 leads to a wrong conclusion regarding cost, and fails to examine fully the potential benefits.
1. Cost: This above statement is generally true; however, it does not necessarily follow from this statement that money will be saved by having a factory assembly plus a job site assembly. Robbins history with in-factory and OFTA assembly reveals the following:
Traditional Factory Assembly
- Full factory assembly hours: X hours
- On-site assembly of a fully factory assembled machine: 0.5X hours
OFTA Method
- Partial factory assembly for OFTA delivery: 0.5X hours
- OFTA site assembly of a partial factory assembled machine: 0.7X hours
Where the value of X is dependent upon the size and type of TBM as well as the complexity of the backup system.
If we assume that the cost of labor on the job site is twice the cost in the factory, then we can use $100/ hour for the job site and $50 / hour for the factory. The total cost for the two methods is then:
- Traditional method cost = X hours ($50/hour) + 0.5X hours ($100/hour) = $100X
- OFTA method cost = 0.5X hours ($50/hour) + 0.7X hours ($100/hour) = $95X
In short, the total costs are nearly the same, or perhaps with some savings in favor of the OFTA method.
2. Schedule: Another flaw with Myth No. 2 is that it does not consider a large potential benefit: the savings in schedule possible with the OFTA method. By not completely assembling the TBM in the factory, it is possible to deliver a working TBM at the job site one to two and a half months earlier than with a traditional full-factory assembly and delivery. This is a significant savings for most projects, when the site assembly can be done at this early stage.

OFTA for the 14.4 m diameter Niagara TBM was completed in four months, saving an estimated four to five months on the delivery schedule.
3. Training of site personnel: Another potential benefit that Myth No. 2 does not address is that of training. The contractor’s site personnel who are involved with OFTA assembly and testing get far more training due to the additional hours spent on the assembly and testing, and the larger Robbins crew present to assist and advise. Robbins’ experience indicates that contractors who opt for OFTA deliveries are frequently capable of taking over the full operation and maintenance of their new TBM much quicker than contractors who opt for a traditional delivery. This is due to the much deeper knowledge the contractor’s personnel gain during the OFTA assembly and testing.

Site personnel take part in the assembly of a Double Shield TBM in India.
In summary, the question to be asked when making the decision to use OFTA or go for a traditional factory assembly is: What are the potential risks and what are the potential rewards? One must examine all potentials of the OFTA scenario, pros and cons, to come to the correct solution. I’m not claiming that an OFTA scenario is correct for every project. For example, if the start of boring of the tunnel is not on the critical path for the project and the TBM is a smaller diameter unit, it might be advisable to allow a full factory assembly. That way, when the job site is finally ready for the machine, it can be assembled a bit quicker on site. Again, if the start of boring is not on the critical path and the labor cost difference between job site and factory is larger (e.g., job site is in Finland, TBM factory is in China), then it could be that a full factory assembly can be justified on a cost only basis. However, in nearly every case when the start of boring the tunnel is on the critical path, then the faster delivery possible by OFTA is clearly favorable.
The biggest impediment to more widespread use of OFTA is limited thinking: looking at the potential risks without looking at the potential rewards. Tunneling itself is fraught with risk, yet contractors take on jobs everyday due to the potential rewards. OFTA is deserving of a similar analysis.
About the Author
 Joe Roby (B.S., Mechanical Engineering, University of Washington) has worked in the tunneling industry for more than 20 years. He started at The Robbins Company as a stress analyst specializing in finite element analysis of complex structures. Subsequently he was a member of the 19-inch cutter development team. For five years he was managing director of Robbins refurbished and leased TBM division. He has authored many technical papers for conferences and industry publications on subjects ranging from cutters to TBM assembly and rebuilding practices. Today he serves as Robbins’ Vice President – Production & Logistics
Joe Roby (B.S., Mechanical Engineering, University of Washington) has worked in the tunneling industry for more than 20 years. He started at The Robbins Company as a stress analyst specializing in finite element analysis of complex structures. Subsequently he was a member of the 19-inch cutter development team. For five years he was managing director of Robbins refurbished and leased TBM division. He has authored many technical papers for conferences and industry publications on subjects ranging from cutters to TBM assembly and rebuilding practices. Today he serves as Robbins’ Vice President – Production & Logistics
There are Urgent Projects…and Then There’s Emisor Oriente
After visiting Mexico City’s Emisor Oriente Wastewater Tunnel, I realized something: there are urgent projects, and then there are URGENT PROJECTS. Túnel Emisor Oriente, often abbreviated to TEO by those involved, is the latter. We visited the site in 2011 to see the assembly of an EPB and learn about why the project is so important.
Day 1
On a good day with light traffic, the jobsite is about an hour’s drive away from the Distrito Federal, the downtown zone of Mexico’s capital city. Our first day, I noticed how the high rise buildings and restaurants slowly dissolved into ramshackle huts as we drove further from the city to an area known as Ecatepec. Approaching the site, we crossed a bridge in our SUV that spanned an extremely slow moving grayish brown river (more about this soon).

The “river” flowing outside Mexico City.
It was a warm day in June, Mexico’s rainy season, which is quite different from the rain in my home town of Seattle in the U.S. Each day during the rainy season, the morning dawns sunny and warm–but by 4:00 in the afternoon a torrential downpour begins. The water floods city streets throughout Mexico City, whose storm drains can’t handle the sudden inundation. Sometimes the rain only lasts a few minutes, and sometimes it goes for longer. The water eventually runs into rivers like the one we crossed by the jobsite, creating flooding risks.
We exited our SUV at the Lot 1 shaft and were greeted by several Robbins Field Service guys, including our Field Service Manager for the Americas, Jeremy Pinkham. I was excited to learn more about the TEO project, where we have three EPB machines among six TBMs that are excavating an epic 62 km (39 mi) long wastewater tunnel. The tunnel will feed into the country’s largest water treatment plant, which is currently being built.

The morning of the first day, at the Lot 1 Emisor Oriente site.
As Jeremy and the group walked towards the shaft to be lowered down the elevator, I was struck by a smell—something akin to a vast field of poorly maintained port-a-potties. I asked Jeremy about the Robbins machine, which was originally intended for Lot 5 but had been fast tracked to bore part of the tunnel section at Lot 1. I was wondering why this particular section had been deemed top priority. “Did you see that river just a few meters away from our jobsite?” he asked. “Most rivers, when you throw a stone in, it splashes or skips and then sinks. This one, you throw a stone in and it just goes ‘plop’, then sits there.” It was only then that I realized that this “river” was El Gran Canal, Mexico City’s infamous open sewer originally commissioned in 1910 by President Porfirio Díaz.
The Robbins guys as well as engineers from the Lot 1 contractor Ingenieros Civiles Asociados (ICA) then explained to me that the canal in this section, lined with shacks, was prone to flooding during each rainy season due to a loss of its slope. The effects on the people and infrastructure were severe, so the National Water Commission (CONAGUA) had fast-tracked Lot 1. A pumping station would be put in and the first section of tunnel sealed off so that wastewater from this area could be pumped into a section of the canal downstream that still maintained its negative slope. I was beginning to realize the importance and urgency of this project!
The guys gave us a tour of the TBM being assembled at the bottom of the shaft, which was specially designed for high pressure conditions under the water table.

Looking up from the bottom of the Lot 1 shaft where the Robbins machine was being assembled.

Robbins employees on the Lot 1 EPB. From left to right: Andrei Olivares, Robbins Project Engineer; Jeremy Pinkham, Field Service Manager – The Americas; Roberto Gonzalez, General Manager, Robbins Mexico
On the ride home that day we were hit by a particularly nasty rainstorm that went on for several hours. I learned via the local news later on that the very roads we had driven on to get to the jobsite were now flooded with wastewater and impassable—apparently a regular yet extremely concerning event.
Day 2
The next day we went to CONAGUA’s offices to speak with José Miguel Guevara, General Supply Coordinator for Potable Water and Sanitation. He spoke with us about the massive scope of Emisor Oriente—a project that could improve the lives of over 20 million people in the area by increasing wastewater capacity by 20% during each rainy season. The new pipeline will bolster current wastewater lines (both El Gran Canal and Emisor Central—a pipeline built in 1964) that have lost their slope due to Mexico City’s sinking lake clays.

Roland Herr, editor of Tunnel magazine (left) talks with Sr. Guevara (right) in the CONAGUA office.
While Guevara was optimistic, he admitted that health problems caused by El Gran Canal were numerous for the people living on its banks. When asked about future plans, he expressed grave concern that funds were not currently sufficient for a covered option to the open waterway. “At this moment,” said Guevara, “The Valley of Mexico is vulnerable. Our new treatment plant will treat 60% of the area’s water, but we need more alternatives as well. We are working on pieces to the problem, but the problem is not solved yet.”
With Emisor Oriente scheduled to be complete in 2014, I am hopeful that at least some of those problems will be alleviated. This is a great example of the magnitude that civil engineering works have on societies. I for one am proud that Robbins has a part in this monumental solution to an age old problem.After visiting Mexico City’s Emisor Oriente Wastewater Tunnel, I realized something: there are urgent projects, and then there are URGENT PROJECTS. Túnel Emisor Oriente, often abbreviated to TEO by those involved, is the latter.
Day 1
On a good day with light traffic, the jobsite is about an hour’s drive away from the Distrito Federal, the downtown zone of Mexico’s capital city. Our first day, I noticed how the high rise buildings and restaurants slowly dissolved into ramshackle huts as we drove further from the city to an area known as Ecatepec. Approaching the site, we crossed a bridge in our SUV that spanned an extremely slow moving grayish brown river (more about this soon).
The “river” flowing outside Mexico City.
It was a warm day in June, Mexico’s rainy season, which is quite different from the rain in my home town of Seattle in the U.S. Each day during the rainy season, the morning dawns sunny and warm–but by 4:00 in the afternoon a torrential downpour begins. The water floods city streets throughout Mexico City, whose storm drains can’t handle the sudden inundation. Sometimes the rain only lasts a few minutes, and sometimes it goes for longer. The water eventually runs into rivers like the one we crossed by the jobsite, creating flooding risks.
We exited our SUV at the Lot 1 shaft and were greeted by several Robbins Field Service guys, including our Field Service Manager for the Americas, Jeremy Pinkham. I was excited to learn more about the TEO project, where we have three EPB machines among six TBMs that are excavating an epic 62 km (39 mi) long wastewater tunnel. The tunnel will feed into the country’s largest water treatment plant, which is currently being built.
The morning of the first day, at the Lot 1 Emisor Oriente site.
As Jeremy and the group walked towards the shaft to be lowered down the elevator, I was struck by a smell—something akin to a vast field of poorly maintained port-a-potties. I asked Jeremy about the Robbins machine, which was originally intended for Lot 5 but had been fast tracked to bore part of the tunnel section at Lot 1. I was wondering why this particular section had been deemed top priority. “Did you see that river just a few meters away from our jobsite?” he asked. “Most rivers, when you throw a stone in, it splashes or skips and then sinks. This one, you throw a stone in and it just goes ‘plop’, then sits there.” It was only then that I realized that this “river” was El Gran Canal, Mexico City’s infamous open sewer originally commissioned in 1910 by President Porfirio Díaz.
The Robbins guys as well as engineers from the Lot 1 contractor Ingenieros Civiles Asociados (ICA) then explained to me that the canal in this section, lined with shacks, was prone to flooding during each rainy season due to a loss of its slope. The effects on the people and infrastructure were severe, so the National Water Commission (CONAGUA) had fast-tracked Lot 1. A pumping station would be put in and the first section of tunnel sealed off so that wastewater from this area could be pumped into a section of the canal downstream that still maintained its negative slope. I was beginning to realize the importance and urgency of this project!
The guys gave us a tour of the TBM being assembled at the bottom of the shaft, which was specially designed for high pressure conditions under the water table.
Looking up from the bottom of the Lot 1 shaft where the Robbins machine was being assembled.
Robbins employees on the Lot 1 EPB. From left to right: Andrei Olivares, Robbins Project Engineer; Jeremy Pinkham, Field Service Manager – The Americas; Roberto Gonzalez, General Manager, Robbins Mexico
On the ride home that day we were hit by a particularly nasty rainstorm that went on for several hours. I learned via the local news later on that the very roads we had driven on to get to the jobsite were now flooded with wastewater and impassable—apparently a regular yet extremely concerning event.
Day 2
The next day we went to CONAGUA’s offices to speak with José Miguel Guevara, General Supply Coordinator for Potable Water and Sanitation. He spoke with us about the massive scope of Emisor Oriente—a project that could improve the lives of over 20 million people in the area by increasing wastewater capacity by 20% during each rainy season. The new pipeline will bolster current wastewater lines (both El Gran Canal and Emisor Central—a pipeline built in 1964) that have lost their slope due to Mexico City’s sinking lake clays.
Roland Herr, editor of Tunnel magazine (left) talks with Sr. Guevara (right) in the CONAGUA office.
While Guevara was optimistic, he admitted that health problems caused by El Gran Canal were numerous for the people living on its banks. When asked about future plans, he expressed grave concern that funds were not currently sufficient for a covered option to the open waterway. “At this moment,” said Guevara, “The Valley of Mexico is vulnerable. Our new treatment plant will treat 60% of the area’s water, but we need more alternatives as well. We are working on pieces to the problem, but the problem is not solved yet.”
With Emisor Oriente scheduled to be complete in 2014, I am hopeful that at least some of those problems will be alleviated. This is a great example of the magnitude that civil engineering works have on societies. I for one am proud to have a part in discussing this monumental solution to an age old problem.
Research and Development: A Sneak Peek at the Next Generation of Disc Cutters

Cutter Changing at Malaysia’s Pahang Selangor Raw Water Tunnel
R & D is important in any industry, and it is no less true for the tunneling industry. Evolution, even if it is incremental, is where most research and development successes are made. Such improvement forms part of the competitiveness among manufacturers and thus begets further improvements. I also believe it is our obligation, as equipment manufacturers, to assist the market in driving down the costs of tunneling in general by improved product performance and product life.
Take, for example the research and development going on with our disc cutters: Robbins disc cutters have improved dramatically since the 1950s when they achieved their first success at 11 inches in diameter in crystalline limestone of 190 MPa (28,000 psi) UCS. Today’s disc cutters do reach 20 inches in diameter and cost-effectively excavate rock strengths of 400 MPa (60,000 psi) UCS, all while lasting much longer than their predecessors.

Today’s disc cutters are capable of excavating 400 MPa (60,000 psi) UCS rock.
That being said, we believe there is always room for improvement. We are working hard right now to develop customized cutters for EPB tunneling in soft and mixed ground, and to optimize those designs so they can excavate under high pressure. In hard rock, we are researching and testing new steels, and developing monitoring systems to allow contractors to plan cutter changes.
Here’s a snapshot of what research and development is going on in the cutter department, both in the lab and in the field:
Improved Metallurgy
Working with the University of Trondheim and the Norwegian government, we are commencing a program of laboratory and field testing to improve the materials making up the disc ring itself. We are always testing new materials in order to find the most durable materials based on the ground conditions. An example of past cutter research in the lab can be seen below:
Pressure Compensated Disc Cutters
We are currently developing improved disc cutters specifically for use on EPB and Slurry TBMs at high pressures of plus 10 bars, using a testing module in our Kent, Washington facility. The module duplicates a pressurized operational environment so that we can analyze how the cutter seals perform under pressure—the design is in its 3rd or 4th generation with continuous improvements being made.

Pressure vessel testing module for pressure compensated disc cutters.
Remote Cutter Monitoring
Our remote cutter monitoring system is a breakthrough that we have been field testing for four years. The system is now undergoing full scale testing on three Main Beam TBMs at Malaysia’s Pahang Selangor Raw Water Tunnel. The setup allows crews to more closely monitor the actual working conditions and cutter wear. We project, through this system, to increase the TBM utilization of each machine by 3 to 4% and to reduce cutter cost by 10%.
We’re also working on expanding this wireless system to EPB and Slurry machines, so that monitoring of cutter wear and rotation can be used while those machines are in closed mode. This would be a highly beneficial development, because under pressure the detection of tool wear is difficult. Our goal here is to reduce or better plan interventions because of tool wear.

Sample screenshot of the Robbins remote cutter monitoring systems. Failed cutters are highlighted by a color on the screen.
Robbins Atmospheric Cutter Change System (RACCS)
Finally, we are developing a system to allow cutter changes at atmospheric pressure on large diameter EPBs. This atmospheric cutter change system is superior to other systems on the market because it allows muck to flow through. Other systems on the market are very prone to clogging. Each spoke of an EPB cutterhead will contain a chamber at atmospheric pressure. Cutters can be rotated from the pressure zone into the chamber to allow for efficient and relatively fast cutter changes.
The development is also significant because a huge cost of operating large diameter EPBs is associated with intervention for cutter inspection and change. We are currently building a large test fixture for this system, which will analyze how RACCS reacts in sand, gravel, boulders, clay, and mud conditions under pressure.
Conclusions
These research and development projects are all aimed at solving a particular problem or shortfall—with the objective to bore more meters per month. It is not the only area where we have research and development underway, as we have similar programs to investigate improvements of the probe drilling and lube systems on our TBMs. The process is usually rigorous, as designs need to be tested and re-tested in both the lab and the field.
I am not a big believer in “Big Step” research and development as was tried in earlier days at Robbins with the Mobile Miner and the Bore Pack. Such “Big Step” research and development usually leads to disappointment and heavy cost for the client and the company.
However, improvements like the 19” cutters and the cutter monitoring systems are and will be big wins for the contractors and for Robbins.
Cutter Changing at Malaysia’s Pahang Selangor Raw Water Tunnel
R & D is important in any industry, and it is no less true for the tunneling industry. Evolution, even if it is incremental, is where most research and development successes are made. Such improvement forms part of the competitiveness among manufacturers and thus begets further improvements. I also believe it is our obligation, as equipment manufacturers, to assist the market in driving down the costs of tunneling in general by improved product performance and product life.
Take, for example the research and development going on with our disc cutters: Robbins disc cutters have improved dramatically since the 1950s when they achieved their first success at 11 inches in diameter in crystalline limestone of 190 MPa (28,000 psi) UCS. Today’s disc cutters do reach 20 inches in diameter and cost-effectively excavate rock strengths of 400 MPa (60,000 psi) UCS, all while lasting much longer than their predecessors.
[Photo of a disc cutter]
That being said, we believe there is always room for improvement. We are working hard right now to develop customized cutters for EPB tunneling in soft and mixed ground, and to optimize those designs so they can excavate under high pressure. In hard rock, we are researching and testing new steels, and developing monitoring systems to allow contractors to plan cutter changes.
Here’s a snapshot of what research and development is going on in the cutter department, both in the lab and in the field:
Improved Metallurgy
Working with the University of Trondheim and the Norwegian government, we are commencing a program of laboratory and field testing to improve the materials making up the disc ring itself. We are always testing new materials in order to find the most durable materials based on the ground conditions. An example of past cutter research in the lab can be seen below:
Pressure Compensated Disc Cutters
We are currently developing improved disc cutters specifically for use on EPB and Slurry TBMs at high pressures of plus 10 bars, using a testing module in our Kent, Washington facility. The module duplicates a pressurized operational environment so that we can analyze how the cutter seals perform under pressure—the design is in its 3rd or 4th generation with continuous improvements being made. [Photo of testing facility?]
Remote Cutter Monitoring
Our remote cutter monitoring system is a breakthrough that we have been field testing for four years. The system is now undergoing full scale testing on three Main Beam TBMs at Malaysia’s Pahang Selangor Raw Water Tunnel. The setup allows crews to more closely monitor the actual working conditions and cutter wear. We project, through this system, to increase the TBM utilization of each machine by 3 to 4% and to reduce cutter cost by 10%.
We’re also working on expanding this wireless system to EPB and Slurry machines, so that monitoring of cutter wear and rotation can be used while those machines are in closed mode. This would be a highly beneficial development, because under pressure the detection of tool wear is difficult. Our goal here is to reduce or better plan interventions because of tool wear.
[Show screen shot of monitoring system]
Robbins Atmospheric Cutter Change System (RACCS)
Finally, we are developing a system to allow cutter changes at atmospheric pressure on large diameter EPBs. This atmospheric cutter change system is superior to other systems on the market because it allows muck to flow through. Other systems on the market are very prone to clogging. Each spoke of an EPB cutterhead will contain a chamber at atmospheric pressure. Cutters can be rotated from the pressure zone into the chamber to allow for efficient and relatively fast cutter changes.
The development is also significant because a huge cost of operating large diameter EPBs is associated with intervention for cutter inspection and change. We are currently building a large test fixture for this system, which will analyze how RACCS reacts in sand, gravel, boulders, clay, and mud conditions under pressure.
Conclusions
These research and development projects are all aimed at solving a particular problem or shortfall—with the objective to bore more meters per month. It is not the only area where we have research and development underway, as we have similar programs to investigate improvements of the probe drilling and lube systems on our TBMs. The process is usually rigorous, as designs need to be tested and re-tested in both the lab and the field.
I am not a big believer in “Big Step” research and development as was tried in earlier days at Robbins with the Mobile Miner and the Bore Pack. Such “Big Step” research and development usually leads to disappointment and heavy cost for the client and the company.
However, improvements like the 19” cutters and the cutter monitoring systems are and will be big wins for the contractors and for Robbins.
Adventure at West Qinling:Treacherous Roads, Spicy Food, and TBMs
A few months ago one of my colleagues and yours truly presented a two day seminar to the Dongah Geological Company of South Korea on Robbins Hard Rock TBMs. The following is our story of the ensuing trip: Fueled by copious amounts of South Korean hospitality known as Soju (for those of you who don’t know Soju or Shōchū is a Japanese distilled beverage. It is usually distilled from barley, sweet potatoes, or rice. Typically, shōchū contains 25% alcohol by volume. It’s weaker than whiskey or standard-strength vodka but stronger than wine and sake. It does actually taste like weak vodka, at least the first one or two do, after that…well you should get the picture!) our agent Mr. Kim in South Korea suggested that we should further develop our relationship with our hosts and provide some on-site practical training for our hosts.
We needed to find a project that would be similar to the potential project in South Korea–similar meaning, similar in purpose, design and diameter. The machines in South Korea we learned could be up to 12m in diameter and possibly larger. Someone, I am not sure who, volunteered the West Qinling project in Gansu Province, China as the project most similar to the ones in South Korea.
Robbins currently has two 10m diameter hard rock main beam type machines in operation there. With the Soju in full effect we all thought this was a great idea and it was decided that West Qinling would be our next port of call. (For more on this project, view our news release and case study).
After a day or two of recovery and not expecting to hear anything more (Soju has that affect on you) there followed a flurry of E-mails, a few phone calls and before you knew it we had arranged a trip to the West Qinling project.
Gansu province is located in the northwest of the People’s Republic of China. It lies between the Tibetan and Huangtu plateaus. The landscape in Gansu is very mountainous in the South and flat in the North. The mountains in the South are part of the Qilian mountain range. At 5,547 meters high, Qilian Shan Mountain is Gansu’s highest elevation. The West Qinling Project is located in the mountainous region to the South. Similar to the great expedition in 1845, it’s only about 500km (310miles) from Chengdu to the jobsite.
I have been to the West Qinling site before; there is no way to get there other than by a four wheel drive vehicle. You have to drive; the nearest airport was severely damaged by the deadly 7.8 earthquake in the region in 2008. On a good day the drive could take 8 hours. Generally it takes at least 10 hours. On my first trip it took over 13 hours. If it rains you can expect landslides and mudslides, it has taken some field service personnel nearly two days to get off the mountain and back to Chengdu. In a weak attempt to dissuade Mr. Kim from actually going ahead with the visit to the jobsite, we tried to paint as black a picture of the journey as we could. No matter what we told him he always replied “Guk-jung-ha-jee-ma!” which in Korean literally means “No worries!” or “Don’t worry!” To which we replied, “But Mr. Kim are you aware that this is the rainy season?” And to that we got the same answer “Guk-jung-ha-jee-ma!”

Start of the mountain road to the West Qinling jobsite.
After meeting and greeting our party of seven guests, accompanied by Mr. Kim from South Korea, at Chengdu Airport on the evening of 12th May we held a briefing on the same evening about the journey and the schedule for the days ahead. Arrangements were made to meet in the hotel lobby the next morning. “Any questions?” I asked. “Guk-jung-ha-jee-ma!” was the now familiar reply.
8am Friday 13th May:
I thought I wasn’t superstitious, but setting off on Friday 13th on a 10-hour journey in the rain to a remote jobsite in the mountains gets you thinking a little. So with Mike (our field service training supervisor), Andy (the Robbins China project manager for the project) and myself in the lead vehicle we set off in convoy, 4 vehicles in total, for West Qinling. Four hours into the journey and lunchtime is approaching. As some of you will be aware meal times are sacred in China–the drivers are getting short tempered and need to stop. We’re driving through Sichuan province and we’re close to the last major town before we hit the mountains and dirt roads.
The majority of food in Sichuan is spicy. The locals love nothing more than Chilies of any and all kinds with their food. We stop at a local restaurant in Baolun, (this is one of the small number of places where you will see few, if any, American style fast food joints, a rarity in itself these days). Andy orders food and leaves instructions ‘not too spicy’ with our smiling waitress. It seems as though something got lost in translation and most of the food is spicy. There are a few newcomers in our group to this part of China and the last thing you need on a long road trip into the mountains is to be looking for restrooms. Even some of the more experienced travelers have been known to get caught out once or twice (myself included).
In the more remote parts of non-Westernized countries or parts of countries that have had limited exposure to Westerners or “lao wai” (foreigners in China) you shouldn’t expect Western style facilities either; a hole in the floor type convenience would be the norm…if you’re lucky.
We set off again after lunch, the first few hours are on black top. Although the road is winding up and over the first mountain range it’s a relatively smooth ride and the views are spectacular. We enter Gansu province around 3:30pm in the afternoon.
Relative to the food we’ve eaten and the roads we’re traveling on, the condition of the digestive system is, in weather related terms, (refer to the Beaufort Scale) around Force 7: ‘High Wind, moderate gale, near gale.’”
Again for those of you who don’t know, The Beaufort Scale (pronounced bou–fart, need I say more) is an empirical measure for describing wind speed based mainly on observed sea conditions (on land it is categorized by the physical effects it has on vegetation and structures). Its full name is the Beaufort Wind Force Scale.
Not long after we’re on the dirt roads, top speed is roughly 20km/h (12mph) about an hour in we stop at a small village, where wind speed for some of the group has increased to force 8 (gale, fresh gale), and all of our guests need a pit stop. We find a ‘restroom’ in a small village, the wind dies down and we set off again.
We pass through an area that has just been cleared of a landslide (see photo below), which had closed the road for 2 days prior to us travelling. If the landslide had not been cleared we would have had a four hour 150km detour to endure.

The landslide area on the way back down the mountain.
Unexpectedly the wind starts to increase again, Mike is feeling it the worst, without warning we (he) experiences Force 11 (Violent storm) – we need to stop immediately!
Luckily we’re not far off another camp about 2 hours from our destination. We pull in and Mike calms the storm. There’s a lot of curiosity when we arrive at this camp. It’s not often you see four vehicles in convoy travelling these roads. Add to this the fact that we’re all ‘lao wai’ and pretty soon we’re surrounded by curious onlookers. A bit of ‘Chinglish’ (Chinese English) with the crowd, they hand out cigarettes to those who want them, we have a laugh and joke (‘laugh and joke’ by the way is cockney rhyming slang (slang mainly used in London in the UK) for ‘smoke’, and head on up the mountain.

On the road again!
We arrive at the camp at around 6:30pm, where we’re greeted by our host from MOR18, Mr Wang. Everyone is shown to their rooms. We throw the bags in, wash up and head for a welcome dinner. We’re all weary after the long journey, a few beers take the edge off and the expedition team starts to relax.

The camp at the West Qinling project.
Saturday May 14th:
First day of training, we split up into two groups. Mike takes a group for some classroom study, Andy & I with the other group head into the tunnel. First of all we explain some general rules on safety and what to watch out for when we’re in the tunnel. “Any questions?” – same answer: “Guk-jung-ha-jee-ma!”
When we were on site the previous year we were there to assemble, test and commission the machines. Due to bad ground at the start of the tunnel we had to walk the machines some 2.5km from the portal to the starting point of the bored tunnel. Since then the machine we’re visiting has advanced another 4.5km. Average production on the machines is close to 500m per month. Considering the location and the logistical nightmare that this project is, this is an excellent achievement. By anyone’s standards 500m per month on a 10m main beam machine is good going.
These tunnels form part of a massive project that will eventually cut rail transportation times between two major cities in the region from 12 hours to roughly 4 hours.

View of the site from the camp.
It takes us an hour on the loco to get to the machine, along the way we see several slip forms that are used by the contractor to complete the final lining of the tunnel. There are two rail tracks all the way to the back of the machine. There are currently nine rail switches at roughly 500m distance throughout the tunnel, and we constantly switch from the left line to the right line as we progress towards the machine to prevent any hold ups to the works.
On this project excavation, preliminary ground support consisting of rock bolts, mesh, ring beams and shotcrete is done at the machine and the final lining using the slip forms is carried out simultaneously in both tunnels. The excavated material is transported out of the tunnel on a continuous conveyor also supplied and installed by us.
We spend the whole morning on the machine and our guests get to see a lot of activities being carried out, ask a lot of good questions and get a good feel for hard rock tunnel boring. We manage to get into the cutterhead and witness a cutter inspection. For most of our guests it is the first time they have seen a hard rock boring machine in action. In South Korea tunnels in hard rock have typically been excavated by drill and blast methods and metro tunnels have been excavated by EPB machines. I think everyone is taken aback by the sheer size of the machine, the heat and noise and the amount of activities being carried out in the tunnel.
We see first-hand the machine boring whilst the crew installs ring beams and mesh and drill for rock bolts. Behind us in the L2 zone shotcreting is ongoing.
Around 1pm we’re out of the tunnel. After a light lunch Mike and I swap teams and once again we head back into the machine with the second group. More questions, more explanations and all in all a productive educational day.

Ring beams installed on the West Qinling machine.
We have two machines on this project that are boring parallel tunnels, we’ve been on the left side machine all day, due to the way the project is organized this is actually the right line machine. This machine is operated by MOR18, our other machine is operated by CRTG. We think it only proper that we visit both machines. Two different contractors, two different ways of working, it’s good for our guests to see & understand that there are many different ways to approach this kind of work.
Saturday evening we get invited to dinner by CRTG, Mr. Dai is our host and knows how to throw a good reception. The food is excellent: Mike and myself demolish a large plate of bull frogs (tastes and looks just like Chicken) our guests however don’t seem too fond of them. They are washed down with Mr. Dai’s special Baijiu. Baijiu is almost the Chinese version of Korean Soju but around 50% stronger. Literally translated Baijiu means ‘white liquor’. For the most part Baijiu is an acquired taste; it kind of percolates out of you for around 3 days after you’ve been drinking it. Mr Dai has a special Baijiu that contains herbs and spices that make it good for the health, or so they say (and who am I to argue). I don’t want to upset our host and join with him in several toasts to the health of our guests — there’s no need for translation this evening. Baijiu is a wonderful translation tool — it’s funny how we can all understand each other so well. Our guests reciprocate with several toasts of their own, we sleep well that night!
Sunday May 15th:
Sunday morning is spent looking around the jobsites as a group. We visit the segment plant (all segments are fabricated on site), the ring beam plant, the wire mesh plant, the cutter workshop and the three batching plants. Three batching plants are needed as the invert segments, the shotcrete and the final lining concrete all require different quantities of sand, cement and aggregates for each application.

The Expedition team at the MOR18 Camp. (Mr. Kim, our Robbins Korea Agent on the LHS of the picture, Mike (back row) and myself on the right in the Hi-Vis workwear)
We take a look at the continuous conveyor installations and explain to our guests how it all works and ties in with the boring machine.
Sunday afternoon we visit the right side machine (left line), as they have just come off an 800m plus month. We think it’s a record for this size of machine, an outstanding performance.

Installing invert segments at West Qinling
Later on in the day we’re invited to a question and answer session by the contractors. Our guests get a lot of useful information from them as do we.
We get a weather report for the next few days, not so good, rain is forecast. We need to change plans and decide to make a run for it down the mountain before the rains start. Sunday evening we attend another excellent dinner, this time hosted by Mr. Wang of MOR18. Once again the Baijiu replaces our translators and we communicate in a common language. We need to be cautious though; wind is also forecast for the next morning especially after a large dinner. We don’t need a repeat of our inbound journey!
Monday May 16th
We cannot thank our hosts enough for their hospitality; we have been welcomed with open arms, a great experience for our guests. We set off down the mountain at 7am. Winds are Force 0 – Calm!!
Around 6pm we’re back in Chengdu. A bit of rest and recuperation is in order—a couple of hectic days & hard nights takes its toll on you.
Tuesday May 17th
We pay a visit to one of the workshops in Chengdu. We are currently assembling the 2nd machine for the Chengdu metro project there. It’s an EPB machine and is nearly completely assembled. The shop is impressive and our guests are very interested in the unit. They have a lot of experience with EPB machines and ask a lot of pertinent questions.
Later that morning we stop off at the jobsite and see the sister machine in the workshop being assembled in the pit at site. Most of the back-up is completed, the middle shield is standing up and the site crew are preparing for the arrival of the forward and tail shields.

Robbins Chengdu Metro EPB Machine – Middle Shield

The back-up just behind the middle shield.
Monday afternoon is spent taking in all the information from the visit. We have a final question and answer session with our guests and arrange a farewell dinner.
Wednesday morning 5:30am, we put our guests on the bus for the airport. We made it back from the mountains safely and the expedition is over. Mike gets on a plane for the US, Andy flies back to Shanghai; I jump on the high speed train from Chengdu to Chongqing, we have two hard rock single shield machines to build there. The first is about a month away from completion…back to reality, we’re on a tight schedule and there’s work to be done. All of a sudden I get the familiar feeling of a Force 11 (violent storm) coming on, must be something I ate at the farewell dinner. Luckily I’m on the train, there is a decent restroom and the storm is over before we know it. Winds return to Force 0 – Calm!