 Close
Close  Menu
Menu 
Year: 2019
Robbins EPB caps 62 km of Tunneling with Final Breakthrough at Emisor Oriente
On May 23, 2019, a celebration was in order: The last of six 8.93 m (29.3 ft) diameter EPBs had completed excavation at Lot 4 of Mexico City’s Túnel Emisor Oriente (TEO), a feat marking the completion of ten years and 62.1 km (38.6 mi) of tunneling. “We are proud of having successfully finished the excavation, despite all the adversities we faced, such as large inflows of water, hydraulic loads and constant changes in geology. We solved these by adapting the excavation mode according to each type of geology found,” said Hector Arturo Carrillo, Machinery Manager for Lot 4 contractor Carso Infraestructura y Construcción (CARSO).
Despite multiple challenges, the operation achieved a project record of 30 m (98 ft) in one day, and a high of 528 m (1,732 ft) in one month. It’s a result that, Carillo says, has much to do with the continuous conveyor system being used for muck removal: “It should be noted that our advance rates were achieved thanks to the great Robbins conveyor design. The tunnel conveyor was composed with elements such as the booster, vertical belt, curve idlers, and advancing tail piece, as well as elements on the surface. Personally, I think it is a great, admirable system that has helped us achieve the TBM’s performance.”
The breakthrough was the latest and greatest milestone for an urgently needed wastewater project that spanned some of the most difficult geology ever encountered by EPBs. The 10.2 km (6.3 mi) long Lot 4, running from Shaft 17 to Shaft 13 at depths of up to 85 m (280 ft), included sections of basalt rock interspersed with permeable sands with high water pressure. “Our machines had to go through the worst geology, but they were designed for it,” said Roberto Gonzalez Ramirez, General Manager for Robbins Mexico, of the three Robbins EPBs and continuous conveyor systems used on Lots 3, 4, and 5 of the project.
All of the machines were designed for water pressures from 4 to 6 bars, with mixed ground, back-loading cutterheads to tackle variable ground conditions. High pressure, tungsten carbide knife bits could be interchanged with 17-inch diameter carbide disc cutters depending on the geology. Other features included man locks and material locks designed to withstand pressures up to 7 bar, a redesigned bulkhead, and Hardox plates to reinforce the screw conveyors as well as removable wear plates to further strengthen each screw conveyor flight. The rotary union joint was redesigned to improve cutter change times during cutterhead interventions, while a new scraper design offered more impact resistance in mixed ground conditions with rock.
The Lot 4 TBM was assembled in the launch shaft no. 17 and commissioned in August 2012, with the bridge and all the back-up gantries at the surface. Two months later in October 2012, after advancing 150 m (490 ft), the machine and its back-up were completely assembled in the tunnel. One month later, the continuous conveyor system was installed and running.
After 405 m (1,328 ft) of excavation, the presence of rocks, scrapers, parts of the mixing bars and other wear materials in the excavated muck prompted a cutterhead inspection. With high pressure up to 3.5 bars, it was determined that a hyperbaric intervention was necessary, and on June 2nd, 2013 the first hyperbaric intervention through an EPB in a tunnel was performed in Mexico. However, these interventions were done at great cost and proved to be time-consuming. After about 50 hyperbaric interventions the remainder of the project’s interventions were done in open air. “The interventions carried out in atmospheric mode were the biggest challenge. The great influx of water tested the limits, because we were excavating on a decline. In all of these interventions we had to implement a double pumping system, at both the TBM and the shaft,” said Carrillo. Despite the challenges of pumping water at volumes up to 180 l (48 gal) per second and cleaning fines from the tunnel each time the operation was performed, atmospheric interventions were still lower in cost and quicker than those done at hyperbaric pressure.
Even when conditions were tough, Carrillo felt his operation was well-supported by Robbins Field Service: “Robbins were always present giving ideas and contributing all their experience to solve the problems. One of the most recent examples, almost at the end of this project, was where the machine encountered a blockage to the shield and could not move forward. It became necessary to implement the exceptional pressure hydraulic system, reaching a pressure range of 596 bar on 28 thrust cylinders. Robbins personnel helped us during all that time and we were able to get through it.”
When the Going Gets Tough: Thuong Kon Tum Hydroelectric Project
Take a trip with Robbins to the scenic Thuong Kon Tum project in Vietnam where a 4.5 m Main Beam TBM has completed boring. After being left in high humidity and groundwater for 14 months, it was up to Robbins and contractor CC47 to step in and turn this project around. Watch the video for an inside look at how Robbins crews tackled multiple fault zones and major water influxes, all while maintaining the required advance rates.
Robbins TBM breaks through nearly One Year Early in Nepal
In April 2019, a Robbins Double Shield TBM defied the notoriously difficult geology of the Himalayas to break through about one year ahead of the overall project schedule, and seven months ahead of the TBM tunneling schedule. Nepal’s first tunnel boring machine, at 5.06 m (16.6 ft) diameter, achieved over 1,000 m (3,300 ft) monthly advance on two separate occasions and averaged over 700 m (2,300 ft) per month over the course of tunneling. The machine completed the 12.2 km (7.5 mi) Bheri Babai Diversion Multipurpose Project (BBDMP) for the Government of Nepal’s Department of Irrigation (DOI) and contractor China Overseas Engineering Group Co. Ltd. Nepal Branch (COVEC Nepal).
The large and well-attended ceremony featured a speech by the Prime Minister of Nepal KP Sharma Oli, where he praised the project and its success for the future of TBM projects in the country. “It is not just that new technology has entered Nepal; it is a matter of great gain. The government has plans to execute various other multipurpose projects such as the Sunkoshi-Marin Diversion Project.”
The machine’s completion of the tunnel in just 17 months came nearly a year ahead of the DOI’s deadline for completing the tunnel of March 28, 2020, with the contractor’s schedule being more aggressive. “The breakthrough ceremony was great. We’re proud that we finally did it and were ahead of the overall schedule by almost one year,” said Mr. Hu Tianran, Project Manager for COVEC.
When the BBDMP was fast-tracked as one of the country’s “National Pride Projects” feasibility studies showed that Drill & Blast excavation of the tunnel could take as long as 12 years. The DOI needed a faster option, and they found it in TBMs. They began working with local Robbins representatives MOSH Tunnelling to bring what would be the first Nepalese TBM ever into the country. The process for the DOI to acquire funding for the project and select a contractor through international competitive bidding took seven years, spanning from 2007 to 2015, when project commencement officially began. “We are proud to have introduced TBM technology successfully,” said Prajwal Man Shrestha, Robbins Representative in Nepal with MOSH Tunnelling. “Despite roadblocks and resistance along the way, we eventually introduced this technology, which broke all tunneling records in Nepal. The country has received international attention and contractors and developers from around the world are now considering Nepal for future TBM projects.”
The tunnel is located in the Siwalik Range, part of the Southern Himalayan Mountains, where geology consists of mainly sandstone, mudstone, and conglomerate. “Using the TBM method instead of the conventional drill and blast method was the key factor for the success of this project. It has set a good example for the implementation of a large number of similar tunnels in Nepal’s water/energy/transportation projects in the future. There are promising prospects in the application of TBM technology in Nepal in my point of view,” said Mr. Hu.
To ensure the best TBM performance and to prevent downtime, machine maintenance occurred daily at a fixed time. Geological engineers analyzed the ground conditions twice daily to adjust the tunneling parameters if needed. The careful plan of excavation worked: The knowledgeable COVEC team traversed a risky fault zone, the Bheri Thrust at the 5.8 km (3.6 mi) mark, with no problems, and overcame a stuck TBM shield at another point with a bypass tunnel constructed in just five days. To cope with the conditions, the Robbins machine was designed with Difficult Ground Solutions (DGS), a suite of features including enhanced probe drilling and forepoling capabilities, as well as a stepped machine shield and smooth cutterhead design to avoid becoming stuck in collapsing ground.
The secret to the machine’s rapid excavation is good planning, says Mr. Hu: “As the contractor and the equipment supplier jointly carried out in-depth research and detailed design in the preliminary stage, the TBM was matched to the various conditions of the project. Together with the advantages in hard rock construction that The Robbins Company has, we made an excellent performance of the TBM on this project.”
Once the BBDMP is operational, it will irrigate 51,000 hectares of land in the southern region of Nepal, and provide 48 MW annual generating capacity. It will divert 42 cubic meters (1,500 cubic feet) of water per second from Bheri River to Babai River under a head of 150 m (490 ft) using a 15 m (49 ft) tall dam, providing year-round irrigation in the surrounding Banke and Bardia districts. The estimated annual benefit in Nepalese Rupees is $2.9 billion for irrigation, and $4.3 billion for hydropower, making a total of NPR $7.2 billion (approx. USD $64 million) in benefits once the project becomes active.
Galerie des Janots Main Beam completes Arduous French Drive
In April 2019, a Robbins 3.5 m (11.5 ft) diameter Main Beam TBM broke through into open space, completing its 2.8 km (1.7 mi) long tunnel. It was not the first time the machine had encountered open space: twice during tunneling, the machine hit uncharted caverns, the largest of which measured a staggering 8,000 cubic meters (283,000 cubic ft) in size.
The obstacles overcome at the recent breakthrough are a significant achievement, said Marc Dhiersat, Project Director of the Galerie des Janots tunnel for contractor Eiffage Civil Construction. “We are proud to have led a motivated and conscientious team to the end of the tunnel who worked well without accidents despite the many technical difficulties encountered.”
The water tunnel, located below the community of Cassis, France, is an area of limestone known for its groundwater, karstic cavities, and voids. The limestone, combined with powdery clays, made for difficult excavation after the machine’s March 2017 launch. At the 1,035 m (3,395 ft) mark, the crew hit a cavern on the TBM’s left side. The cavern, studded with stalactites and stalagmites, was grazed by the TBM shield. The crew had to erect a 4 m (13 ft) high wall of concrete so the TBM would have something to grip against. The TBM was then started up and was able to successfully navigate out of the cavern in eight strokes without significant downtime to the operation—the process took about two weeks. Despite the challenges, Dhiersat thought positively of the TBM throughout the ordeal: “This has been the best machine for the job due to all the geological difficulties.”
The first cavern, while the largest, was not the most difficult void encountered. The machine was averaging 20 to 22 m (65 to 72 ft) advance per day in two shifts after clearing the first cavity, with a dedicated night shift for maintenance. While excavating, a combination of probe drilling and geotechnical BEAM investigation—a type of electricity-induced polarization to detect anomalies ahead of the TBM—were used. Crews ran the excavation five days per week, achieving over 400 m (1,310 ft) in one month. This performance continued until the 2,157 m (7,077 ft) mark, when the machine grazed the top of an unknown cavity that extended deep below the tunnel path. The structure measured 22 m (72 ft) long, 15 m (49 ft) wide, and 14 m (46 ft) deep, or about 4,500 cubic meters (159,000 cubic ft) of open space.
Crews probed in front of the cutterhead and began work to stabilize and secure the cavity with foam and concrete, as well as excavate a bypass gallery. “After filling much of the cavity (1,500 m3/53,000 ft3), our biggest difficulty was to ensure the gripping of the machine: We needed six bypass galleries and four months of work to reach the end of this challenge,” said Dhiersat. For the last 600 m (2,000 ft) of tunneling, “we were finally in good rock,” he emphasized. Overall rates for the project averaged 18 m (59 ft) per day in two shifts, and topped out at 25 m (82 ft) in one day.
“The cooperation with Marc and his team on site was very good and we always enjoyed their professionalism and commitment to the project and the task. This, without any doubt was key for the success we achieved,” said Detlef Jordan, Business Manager Robbins Europe. “For us, it was satisfying and motivating to see that, by working together and joining the efforts of all partners on the project, the best and most successful outcome can be achieved. This commitment for decades has been at the heart of success in the tunneling industry, but it has not always been observed on other recent projects.”
Galerie des Janots is one of fourteen operations designed to save water and protect resources, which are being carried out by the Aix-Marseille-Provence metropolis, the water agency Rhône Mediterranean Corsica, and the State Government. The Janots gallery, once online, will replace existing pipelines currently located in a railway tunnel—these original pipes have significant deficiencies with estimated water losses of 500,000 cubic meters (132 million gallons) per year. The new tunnel will increase capacity to 440 liters (116 gallons) per second.
A Bevy of Breakthroughs: The Robbins Jobsite Roundup Featuring 6 Epic Projects
Dozens of Robbins TBMs are normally in operation at any given time in countries around the world, but this month’s breakthrough extravaganza is exceptional. No less than six breakthroughs occurred during April 2019, and more are on the way. We take a look at these epic completions in pictures below.
Galerie des Janots, France
On April 3, 2019, a Robbins 3.5 m diameter Main Beam TBM broke through into open space, completing its 2.8 km long water tunnel. It was not the first time the machine had encountered open space: twice during tunneling, the machine hit uncharted caverns, the largest of which measured a staggering 8,000 cubic meters in size.

Contractor Eiffage Civil Construction celebrates the April 3 breakthrough of the Robbins TBM in Cassis, France.

The Robbins TBM achieved rates of up to 25 m per day despite incredibly difficult geology including powdery clays and karstic limestone.
GKI, Austria
On April 8, 2019, the first of two 6.5 m diameter Robbins Double Shield TBMs completed its bore for Austria’s Gemeinschaftskraftwerk Inn (GKI) project. A second Double Shield TBM will break through later this year. The 22 km long headrace tunnel near the alpine town of Pfunds was bored under high cover (maximum of 1,200 m) in schist rock.

The first of two Robbins Double Shield TBMs, seen at launch, broke through on April 8.
DigIndy Tunnel System, USA
On April 10, 2019, a Robbins TBM completed the White River and Lower Pogues Run Tunnels, part of the DigIndy project in Indianapolis, Indiana, USA. The 36-year-old, refurbished 6.2 m diameter Robbins Main Beam machine was launched in 2013 in Indianapolis, and has done exceedingly well. Multiple world records in the 6 to 7 m diameter range were broken on the job, including “Most Feet Mined in One Day” (124.9 m), “Most Feet Mined in One Week” (515.1 m), and “Most Feet Mined in One Month” (1,754 m). Over the course of the project the TBM will bore more than 40 km of tunnels.

The Robbins Main Beam TBM completed two drives, the White River and Lower Pogues Run Tunnels, as part of the DigIndy Tunnel System.
Bheri Babai Diversion Multipurpose Project, Nepal
On April 16, 2019, the Prime Minister of Nepal and other government officials, contractor COVEC and Robbins gathered to celebrate the breakthrough of the first ever TBM in Nepal. The machine holed through months ahead of schedule after excavating in excess of 1,000 m per month.

The Robbins 5.09 m diameter Double Shield TBM bored through sandstone and mudstone, completing the 12.2 km long drive in 18 months.
Mumbai Metro Line 3, India
On April 18, 2019, the first of two 6.65 m Robbins Crossover XRE TBMs made its first intermediate breakthrough at the Mumbai Metro Line 3. The TBM completed its 1.2 km long tunnel drive from Cuffe Parade to Vidhan Bhawan station, and will now be readied for its second section on the 2.8 km lot.

Contractor Larsen & Toubro-Shanghai Tunnel Engineering Co Joint Venture (L&T-STEC JV) celebrates the breakthrough of the Crossover XRE with Robbins personnel on April 18. Video and Photos: Nagarjuna R. Musikara, Robbins Field Service.
Los Condores HEPP, Chile
On April 25, 2019, a 4.56 m Robbins Double Shield TBM completed tunneling a 12 km intake tunnel for the Los Condores HEPP in Region del Maule, Chile. Contractor Ferrovial Agroman overcame challenging mixed face conditions and high water inflows to break through into an underground chamber. A second machine—a 4.56 m Crossover XRE TBM—will be launched to bore another section of tunnel later this year.

The Robbins Double Shield TBM, seen here during the launch, completed its 12 km intake tunnel on April 25.
The Crossover in 3D: Robbins XRE TBMs
Robbins Crossover TBMs are the adaptable solution to the world’s most challenging tunnel projects. This video explains how Robbins Crossover XREs, a hybrid of Hard Rock and EPB TBMs, work and why they are the solution for mixed ground tunnels worldwide.
Robbins EPB and Conveyors complete complex Lot 5 at Emisor Oriente
On February 28, 2019 a ceremony was held to mark the breakthrough of a machine proven in both soft ground and hard rock. The 8.93 m (29.3 ft) diameter Robbins EPB and continuous conveyor system completed what is arguably one of the most difficult legs of the complex Emisor Oriente tunnel, an epic 62 km (39 mi) long conduit that will revamp wastewater treatment for more than 21.2 million people in Mexico City.
The 6 km (3.7 mi) long Lot 5, one of six lots at Emisor Oriente, required the Robbins machine to be launched from the deepest civil works shaft in Mexico, at 150 m (492 ft), and excavated mixed face conditions as well as abrasive basalt rock. “I am proud of concluding the excavation successfully given that this is the section with the greatest depth on the project,” said José Adolfo Méndez Colorado, Superintendente de Maquinaria for contractor Ingenieros Civiles Asociados (ICA). “Robbins Field Service had an important contribution in satisfactorily concluding this section. The machine operation was of primary importance: Field Service personnel know how to operate the equipment accurately for favorable results. The speed with which they detect a problem is a favorable point to reduce downtime on the excavation.”
The complexity of the ground conditions, continued Méndez, required the correct concentration and selection of polymers, a large challenge in itself. Field Service assisted with other issues and with equipment operation: “There were some issues with the screw conveyor conveying mixed ground and also in the articulation system, which were overcome with Field Service experience. They also knew the correct operation of the continuous conveyor system, which kept us to expected performance.”
“We are very proud of this machine as it has worked in two very different worlds,” said Roberto Gonzalez, General Manager for Robbins Mexico. In 2011 the machine originally slated for Lot 5 was fast-tracked to bore a 3.9 km (2.4 mi) long section of Lot 1b—a critical part of the line that needed to become operational right away to prevent chronic seasonal flooding. “The EPB proved itself while using conveyors in the sticky clays of Mexico City with very high percentages of water content, up to 400%.” The machine achieved rates of up to 592.5 m (1,944 ft) in one month—considered a record among the six EPBs (three of them Robbins) used on the project. After completing the bore in just 15 months, the machine was sent to the Lot 5 site, where modifications were made for a section of mixed ground and rock.
Modifications included a high-pressure man lock capable of withstanding 7 bars, chromium carbide wear plates added to the screw conveyor, and grizzly bars added to the cutterhead along with heavy duty cutting tools.
The machine was assembled in a 28 m (92 ft) long assembly chamber at the bottom of the launch shaft and commissioned in August 2014, requiring all back-up gantries to remain at the surface. Two months later in October 2014, after advancing 150 meters (492 ft), the machine and its back-up gantries were completely assembled in the tunnel. One month later, the continuous conveyor system was installed and running. “The assembly of the EPB at Lot 5 has the record of the deepest assembly of a TBM in Mexico. It required great coordination of ICA engineers, high capacity cranes for the assembly and human resources in order to keep to the ten-week schedule for assembly,” said Gonzalez.
With tunneling at Lot 5 now officially concluded there is one more breakthrough remaining before the Emisor Oriente line is complete: An 8.93 m (29.3 ft) Robbins EPB operating at Lot 4 is scheduled to break through this spring. A third Robbins EPB operating at Lot 3 completed its tunnel in 2018.
The Túnel Emisor Oriente (TEO) is the answer to more than 100 years of sinking in Mexico City as the result of drained lake beds and general lowering of the water table. The city’s buildings, main streets and other structures have sunk more than 12 m (39 ft) in that time, and much of the area is vulnerable to flooding. At the same time the area’s gravity-fed wastewater lines have lost their slope and are severely under capacity.
Once tunneling is complete, the resulting TEO will expand capacity, adding 150 m3/sec (5,297 ft3/sec) to the Valley of Mexico system, as well as alleviating the risk of flooding in critical areas. It will also convey wastewater to the country’s largest wastewater treatment plant. The massive tunnel includes 24 shafts, ranging from 23 meters to 150 meters (75 to 492 ft) in depth, plus an exit portal at the treatment plant in the Municipality of Atotonilco, in the state of Hidalgo.
Robbins Crossover TBM completes Turkey’s Longest Water Tunnel
Excavation of Turkey’s longest water tunnel came to an end on December 18, 2018. To get there, a 5.56 m (18.2 ft) diameter Robbins Crossover (XRE) TBM and the contractor JV of Kolin/Limak had to overcome dozens of major fault zones and water pressures up to 26 bar. The completed national priority water line is set to go into operation in March 2019.
The 31.6 km (19.6 mi) long Gerede Water Transmission Tunnel is an urgently needed project due to severe and chronic droughts in the capital city Ankara. Its final leg, a 9.0 km (5.6 mi) section of extremely difficult ground including sandstone agglomerate, limestone and tuff, was just one section in the middle of a tunnel widely considered to be the most challenging ever driven by TBMs in Turkey. “I’ve had the chance to study and visit the majority of mechanized tunnelling projects in Turkey since the 1980s. The Gerede project is one of the most challenging projects among them,” said Dr. Nuh Bilgin, Professor of Mine and Tunnel Mechanization at Istanbul Technical University and Chairman of the Turkish Tunnelling Society.
The Robbins XRE TBM was called in to complete the tunnel, which was at a standstill after using three Double Shield TBMs from another manufacturer. Those machines encountered incredibly difficult geology including massive inrushes of mud and water. The Kolin/Limak JV had to develop a new strategy given the unexpected ground conditions. They contacted The Robbins Company, who suggested a Crossover (Dual-Mode Type) TBM for the remaining section of tunnel. “The Crossover TBM provided great ease and versatility during the entire project with frequently changing ground conditions. The TBM was equipped with features such as increased thrust, two-speed gearbox, and modular screw conveyor. It was capable of giving the necessary responses in different geologies, which was our most important asset in achieving our goal,” said Barış Duman, Project Manager for the Kolin – Limak JV.
“The challenging part for us was to design and manufacture a TBM that could complete the difficult section of the Gerede Tunnel where two other competitor TBMs had failed,” said Yunus Alpagut, Robbins representative in Turkey. The specialized machine was designed to statically hold water pressure up to 20 bar, a failsafe that none of the standard Double Shield TBMs had been equipped with. A convertible cutterhead was also provided that was designed for ease of conversion between hard rock and EPB modes, and with cutter housings that could be fitted with either disc cutters or tungsten carbide tooling. To cope with difficult ground, the Gerede machine was also equipped with the Torque-Shift System, multi-speed gearing allowing the machine to function as either an EPB or a hard rock TBM. This function is done by adding another gear reduction–heavy duty pinions and bull gears accommodate high torque at low speed, allowing the machine to bore through fault zones and soft ground without becoming stuck.
The Crossover machine was assembled in spring 2016 after crews excavated a bypass tunnel to one side of one of the stuck Double Shield TBMs. An underground assembly chamber allowed the machine to be built in the tunnel using Onsite First Time Assembly (OFTA). “The logistics of getting components through the existing tunnel were the most challenging thing. The assembly chamber was 7 km (4 mi) from the portal. The water inflow of 600 l/s (159 gal/s) made it difficult to get the materials to the machine,” said Glen Maynard, Robbins Field Service Site Manager.
Despite the challenges, the machine began boring in summer 2016 and within the first 50 m (160 ft) of boring had successfully passed through the section that buried the original Double Shield TBM. The machine was required to be used in EPB mode as it encountered water pressures up to 26 bars, alluvium, flowing materials, clay and a total of 48 fault zones. Water pressure was lowered by draining the ground water through the rear shield probe drill ports, which were equipped with normally-closed ball valves. Probe drilling was done on a routine basis to get through the ground conditions. “Together with the difficult geological conditions the travel time to reach the TBM within the tunnel had effects on TBM performance. Despite this constraint, the tunnel excavation achieved a best day of 29.4 m (96.5 ft), best week of 134.6 m (441.6 ft) and a best month of 484 m (1,588 ft),” said Duman.
“We had many challenging areas with water and high pressures up to 26 bar along with alluvial material in fault zones. Ground pressure on the shield body caused squeezing conditions in clay. In these regions, we were able to quickly pass through by keeping the TBM advance rate, cutterhead rpm and screw conveyor rotation speed at the ideal level. Ultimately, we think our decision to select a Crossover TBM was correct,” continued Duman.
With tunneling complete, the pipeline is on track to open in March 2019. The tunnel will convey water from the Gerede River to Çamlıdere Dam, which provides potable water for the Ankara city water system.
Complimentary Webinar: How to Speed up Your TBM Tunnel
Rapid excavation is considered by many to be the ultimate goal in TBM tunneling—machines that reliably complete projects on time (or early) with faster advance rates, regardless of conditions. However, speeding up a project schedule is not as straightforward as pushing a machine harder, working longer hours, or increasing your crew size. The entire project schedule, from initial investigations to the design process, must be considered.
In this succinct, complimentary 40-minute presentation designed to better fit your workday, Robbins Engineering Director Brad Grothen and Elisa Comis, Associate at McMillen Jacobs, discuss what rapid excavation really looks like in the field including case studies on TBM design and real-world examples of project scheduling.
A Brief History of Rapid Excavation in 7 Key Points
Rapid Excavation: It’s a term bandied about throughout our industry, but what does it mean? It’s considered by many to be the ultimate goal in TBM tunneling—machines that reliably complete projects on time (or early) with faster rates of excavation, regardless of conditions. However, speeding up a project schedule is not as straightforward as pushing a machine harder, working longer hours, or increasing your crew size. The issue is complex, and we’ve put together 7 key points to help you navigate it.
1. Consider the Entire Project Schedule
First of all, consider that increasing the excavation rate may not be the only way—and indeed may not be the best way—to speed up a project schedule. The generalized graphic below illustrates my point: TBM excavation often makes up around 25% or less of the total time to complete a public works tunnel. In fact this is a conservative value as by many estimations the total project time is often 15 years. Even if we were to increase the excavation rate by several times what TBMs are currently capable of, it wouldn’t significantly speed up project delivery.
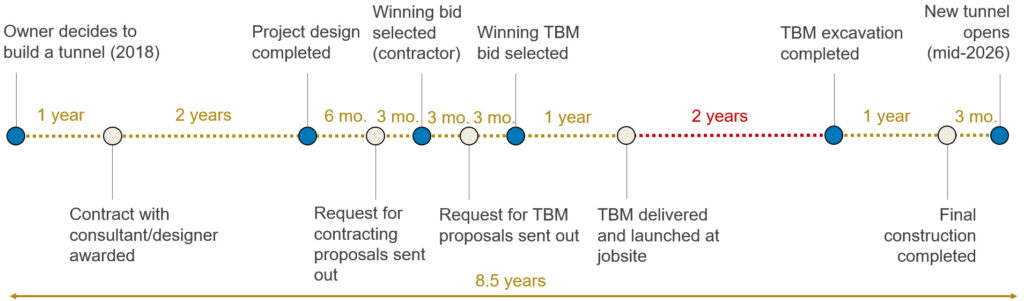
Figure 1. Generalized process of delivering a public works tunnel. TBM excavation show in red.
Shortening the decision-making process or the design and consulting process is much more feasible than creating a “super-fast TBM” and would have a bigger impact on the project schedule as well.
2. Know the Facts about TBMs
TBMs are fast, and they’ve been fast for decades. In fact, 50% of all known TBM world records were set more than two decades ago. Much of the seeming lack of progress is illusory–it has to do with the fact that modern tunnels are being built in ever more difficult geology, while more stringent health and safety standards put necessary limits on the excavation process, among other things. Today’s TBMs are capable of boring in harder rock, in higher water pressures, in mixed ground conditions and a host of other environments that would have been impossible in the 1970s and 1980s. And they do it while performing well; indeed, at much higher rates than conventional excavation. The below chart is a good illustration of just how far TBMs have come in recent years.
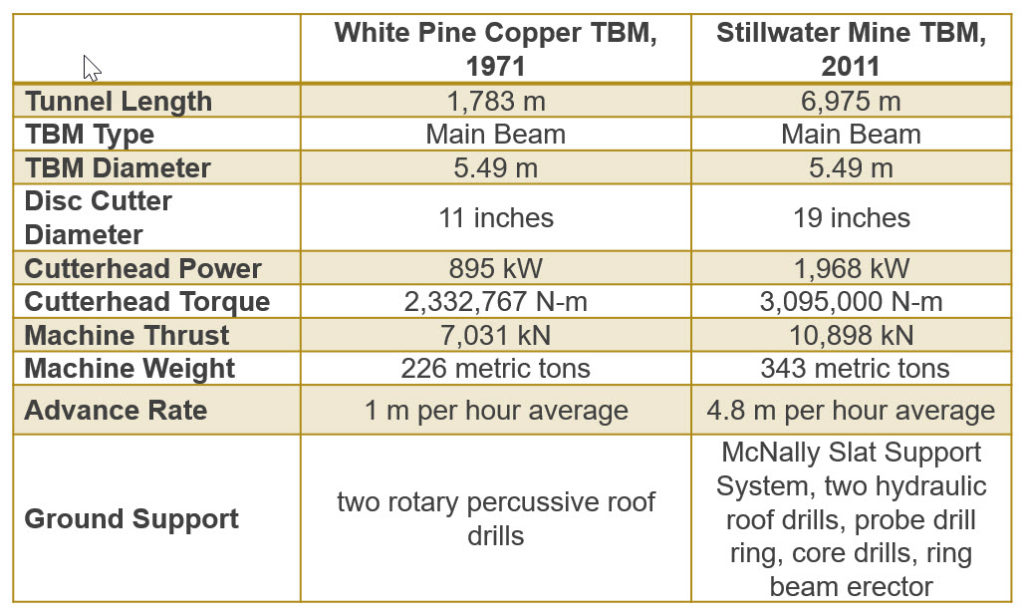
Figure 2. The long way that TBMs have come since the 1970s.
3. Know That Productivity Has Vastly Improved
There have been some recent articles looking at decreasing productivity in the construction industry overall, such as this article in The Economist. While the productivity of the overall construction industry is up for debate, productivity is not decreasing in the tunneling industry. Moreover, productivity is incredibly reliant on each project’s limitations and requirements. When considering productivity, think about logistics, geology, and data.
Based on decades of field data, we’ve found that a typical TBM heading is two to three times faster than a drill & blast heading. This effect is more pronounced the longer the tunnel drive, and more than makes up for the typically longer lead time to acquire and mobilize a TBM.
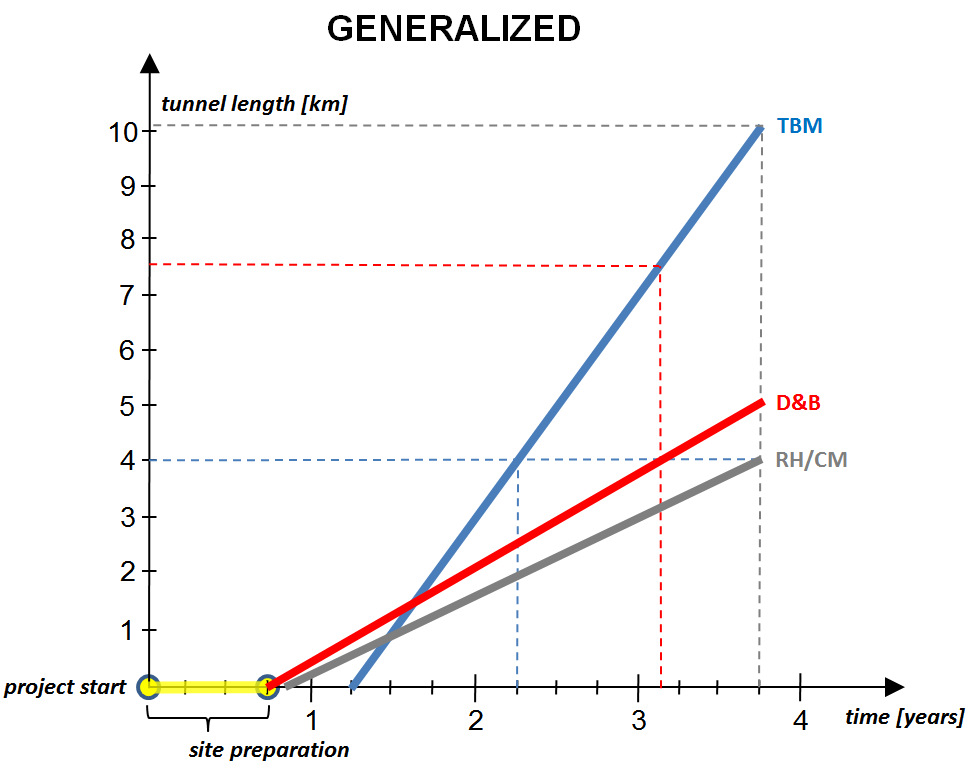
Figure 3. TBMs are two to three times faster on average than drill & blast and multiple times faster than a roadheader.
So it’s safe to say that TBMs are the way to go for more productive tunneling in all but the shortest tunnels. Logistics is the other key: scheduling of crew and materials, particularly in long tunnels, is so important. This is doubly so if using muck cars. For this reason, using continuous conveyors for muck removal is more efficient, as the removal process does not need to stop for personnel and material movements. In fact at least 75% of all TBM world records were set while using a continuous conveyor for muck removal.

Figure 4. Today’s conveyors are capable of hauling 1,800 metric tons per hour or more.
Lastly, consider geology when planning the construction schedule. Even a customized machine with streamlined logistics will bore more slowly in fractured volcanic rock with significant fault zones than in competent sandstone. Setting the excavation schedule requires a close look at geology and the excavation rates of recent projects in those conditions.
4. Identify the Bottlenecks
The bottlenecks must be identified and alleviated if productivity is to be increased. Think about the operations that can be done simultaneous with boring that are now done separately:
- Applying a Concrete Lining: Continuous concrete lining can be done concurrent with boring in many cases. This type of lining eliminates the separate operation of lining a tunnel with segments. Waterproofing membrane can be applied with a membrane gantry if needed
- Increasing Automation: Processes such as cutter changes and segment erection can and are being fully automated on research projects in the industry. Full automation could significantly reduce downtime
- Eliminate re-grip time: When setting segments and thrusting off rings, elimination of re-grip time could be key to increasing advance rates. New innovations such as helical segments are promising to do this through a simple change in segment architecture
Figure 5. Continuous concrete lining applied behind a Main Beam TBM.
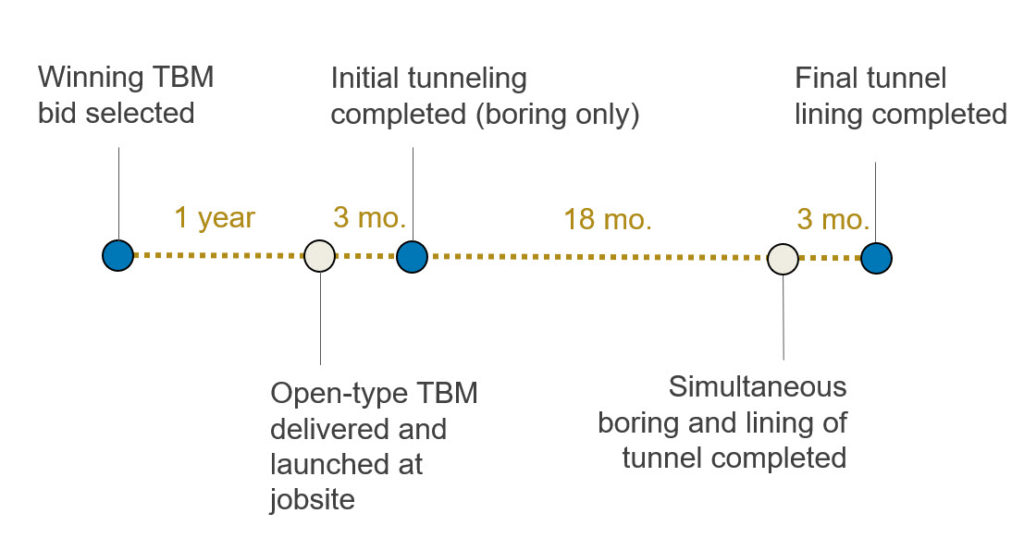
Figure 6. By boring and lining the tunnel simultaneously with a final, continuous concrete liner, a substantial amount of time—perhaps six months—could be shaved off of the excavation schedule (as compared to previous example that showed two years’ excavation time).
5. Understand the Limitations
There has been talk in our industry of making TBMs excavate up to ten times faster. While this is all well and good to aim for, in many cases it may not be realistic. For example, when boring in soft ground using EPB TBMs the penetration rate is limited by material flow and additive permeation. Boring at faster rates could cause heave in front of the TBM followed by subsidence at the surface.
So how could we bore faster in softer ground? It would require a change in the mechanism of excavation—no short order. It would require a better way of holding pressure than the screw conveyor can currently achieve. This is just one of many examples where physical limitations are the barrier to speed, not efficiency.
6. Think Outside the Circle
The possibilities for tunnel construction in the future are intriguing. Consider non-circular tunneling machines, of rectangular, square or other shapes. How much efficiency could be gained by creating a tunnel that requires no back-filling or invert segments to create a flat tunnel invert? Robbins has been exploring these types of machines for decades, with machines such as the Mobile Miner, seen here.

Figure 7. The Mobile Miner was developed in years past to bore non-circular tunnels.
7. Promote Industry R&D
Lastly, there are things all of us in the industry can do to advance technology towards faster and safer tunneling. R&D in our industry is necessarily incremental as technology must be tested for safety and efficacy. But the rate of advancements could be sped up with better funding and closer cooperation between owners, consultants, contractors and TBM suppliers.
Recent Posts
- Tunneling in Turkey: The Esme Salihli Railway
- Incredible India: Machines on the Move in Agra and Delhi
- Notice of Retraction and Apology
- Four Things You Need to Know about Probe Drilling and Pre-Grouting
- The Latest Updates: Records in Toronto, the News from Nepal, and More