 Close
Close  Menu
Menu 
Archives: Projects
Galerie des Janots
Project Overview
Galerie des Janots is one of the fourteen operations designed to save water and protect resources, which were carried out by the Aix-Marseille-Provence metropolis, water agency Rhône Mediterranean Corsica, and the French State Government. The Janots gallery improved access to water in communities east of the Aix-Marseille-Provence  metropolis (Cassis, Roquefort-la-Bédoule, La Ciotat and Ceyreste). The pipeline replaced existing pipelines—located in a railway tunnel—which had significant safety and vulnerability deficiencies with estimated water losses of 500,000 cubic meters (17.7 million cubic ft) per year. The prior pipes had a capacity limited to 330 liters (87 gal) per second, which was largely insufficient in the summer season. The objective of the Galerie des Janots operation was to increase capacity to 440 liters (116 gal) per second.
metropolis (Cassis, Roquefort-la-Bédoule, La Ciotat and Ceyreste). The pipeline replaced existing pipelines—located in a railway tunnel—which had significant safety and vulnerability deficiencies with estimated water losses of 500,000 cubic meters (17.7 million cubic ft) per year. The prior pipes had a capacity limited to 330 liters (87 gal) per second, which was largely insufficient in the summer season. The objective of the Galerie des Janots operation was to increase capacity to 440 liters (116 gal) per second.
Geology
The tunnel passes under Le Parc National des Calanques with cover between 15 m (49 ft) and 180 m (591 ft). Geotechnical studies of the area showed that the 2.8 km (1.7 mi) long tunnel was shown to have limestone, groundwater, and both filled and empty karst cavities. One of the biggest challenges faced by the excavation was two uncharted caverns; the largest of the two measured a staggering 8,000 cubic meters (283,000 cubic ft) in size.
The Machine
On March 3, 2017, the 3.5 m (11.5 ft) diameter Robbins TBM, christened “Augustine”, was commissioned. This TBM was extensively modernized and upgraded during the rebuild for the Galerie des Janots project in La Ciotat, France. At 250 metric tons (276 t), and 135 m (443 ft) long, the TBM and backup system could not fit at the small jobsite adjacent to residences and other buildings. Very little on-site storage was allotted in the launch area, with just 25 m (82 ft) outside the portal for assembly, which was the exact length of the TBM from the head to the rear legs. This made the logistics of the machine arriving in sequence and being assembled on time vital.
The crew did a two-stage assembly for the machine, first assembling the TBM and five decks of the backup system, with the remaining decks afterwards. After assembly, the crew launched the machine, working 24 hours daily to excavate the tunnel and maintain equipment during the bore.
Excavation
When the machine launched, optimism was the crew’s mindset about getting through the karstic limestone obstacles. While limestone itself is easy to maneuver through, challenges emerged with the karst. For this project, the TBM was equipped with a probe drill, and to further identify cavities ahead of the TBM the crew installed a geotechnical Bore-tunneling Electrical Ahead Monitoring (BEAM) system. BEAM is a ground prediction technique using focused electricity-induced polarization to detect anomalies ahead of the TBM.

However, despite all the preparation, for the first 1,000 m (3,280 ft) of the bore, ground conditions were difficult. Limestone with powdery clays was encountered, which became an obstacle when groundwater was added into the equation. In some areas, there was water bearing rock encountered, which turned the material into a sticky clay. This material blocked the cutterhead; however, this was solved by unblocking the cutterhead manually using a clay spade and shovel. When torque spiked, the crew could tell blocking had occurred. Reducing water sprays through the cutterhead helped to avoid creating sticky clay.
The weak rock and clay conditions necessitated ground support including resin-anchored bolts and rings in bad ground, topped with wire mesh and a 10 cm (3.9 in) to 15 cm (5.9 in) thick layer of shotcrete. Some small filled and empty karst cavities were encountered, and these were systematically drained if needed and filled with grout or foam.
When the crew hit the 1,035 m (0.6 mi) mark, they hit a cavern on the TBM’s left side. The cavern was studded with stalactites and stalagmites and measured 8,000 cubic meters (283,000 cubic ft) in size. The crew named this cavern “grotte Marie Lesimple” after their site geologist.
In order to pass by the cavern, the crew had to erect a 4 m (13 ft) high concrete wall so the TBM would have something to grip against. A small door allowed access inside the cavern, which had formed naturally at a point 60 m (200 ft) below the surface. The TBM was then started up and was able to successfully navigate out of the cavern in eight strokes without significant downtime to the operation—the process took about two weeks.
While karst cavities were a known risk during the bore, the cavern was not shown in vertical borehole reports or in the geophysical survey conducted from the surface along the alignment.
Breakthrough
After clearing the cavern, the ground stabilized. The machine averaged excavation rates of 20 m (66 ft) to 22 m (72 ft) per day in two shifts, with a dedicated night shift for maintenance. For five days per week, crews ran the excavation, even achieving over 400 m (1,312 ft) in one month. This performance continued steadily until the 2,157 m (1.34 mi) mark, when the machine grazed the top of an unknown cavity that extended deep below the tunnel path. This structure measured 22 m (72 ft) long, 15 m (49 ft) wide, and 14 m (46 ft) deep, or about 4,500 cubic meters (159,000 cubic ft) of open space.
Crews probed in front of the cutterhead and began working to stabilize and secure the cavity with foam and concrete, while also excavating a bypass gallery. The biggest difficulty after filling most of the cavity was ensuring the gripping of the machine–six bypass galleries and four months of work were required for this. For the last 600 m (1,970 ft) of tunneling, the rates averaged 18 m (59 m) per day in two shifts, and a max rate of 25 m (82 m) in one day.
In April 2019, the 3.5 m diameter Main Beam TBM and its crew finally broke through at the Galerie des Janots Tunnel in La Ciotat, France. The tunnel itself was full of arduous obstacles, however the lessons learned from it were invaluable and paramount.
Bheri Babai Diversion Multipurpose Project
Project Overview

The Bheri Babai Diversion Multipurpose Project (BBDMP) is one of Nepal’s 11 National Pride Projects. These projects are prioritized plans sanctioned by the Government of Nepal to further develop the mostly rural country. The tunnel irrigates 60,000 (231.7 SM) hectares of land in the southern region of Nepal, and benefits at least 30,000 households. The tunnel also diverts 40 cubic meters (10,567 gal) of water per second from Bheri River to Babai River under a head of 150 m (492.1 ft) using a 15 m (49.2 ft) tall dam, to provide year-round irrigation to the surrounding Banke and Bardai districts. Hydroelectricity is another benefit provided with a generating capacity of 48 MW.
Geology
For this project, the difficult geology of the Siwalik Range, part of the Southern Himalayan Mountains, was much easier than anticipated. The Siwalik Range consists mainly of sandstone, mudstone, and conglomerate. Squeezing ground, rock instability, water inflows and fault zones were also in the mix.
Machine Design
Contractor COVEC Nepal prepared for the challenges associated with tunneling in the tough geology by procuring a custom-designed 5.06 m (16.6 ft) diameter Robbins Double Shield TBM—the first TBM to excavate in Nepal. This TBM bored 12,210 m (40,060 ft) under a mountain range with maximum rock cover of 820 m (2690 ft) and altitude gains of 152 m (499 ft). The machine also had to pass through the Bheri Thrust Zone, a 400 (1312 ft) to 600 m (1969 ft) wide fault which contained clay and water ingress.
Additional features, known as Difficult Ground Solutions (DGS), were built into the design that prevented the machine from becoming stuck while navigating the possible squeezing ground and water ingress:
- Stepped shield: A tapered shield that stepped down to smaller diameters, from the head to the tail, opened the annular gap at the tail of the machine. This allowed for more space around the machine for the ground to contract and lessened the chance of the shield becoming stuck.
- Probe Drilling: By probing drilling in front of the machine, the upcoming ground conditions and water content could be checked. If poor ground was found, grouting could take place to consolidate the zone ahead of the machine. This created a solid plug to bore through. Because high water was planned for, this machine was equipped with several probe drilling locations. 14 ports in the gripper shield at seven degrees were in line with a rear probe on a ring. There were also eight ports in the forward shield at seven degrees that could be drilled by hand. In case of large amounts of water, this array of drilling and grouting gave a full 360 degrees of coverage.
- Shield Lubrication: Although this system was not used, ports were designed radially into the gripper shield that could be used to pump bentonite or other additives to the shield skin to help lubricate the surface and keep the machine moving in squeezing ground.
- Forepoling: Ports were also designed into the forward shield for the option of adding a forepoling drill in the upper forward shield area. This feature would be able to drill holes at 22 degrees, where poles could be inserted into the ground above the machine in an overlapping pattern to stabilize the ground.
Excavation
On October 16, 2017, boring officially commenced. After the initial start-up period, excavation rates exceeded and often doubled the estimated rates. The TBM averaged over 700 m (2,297 ft) per month, with a top excavation rate of 1,202 m (3,944 ft) in one month. Progress was exponential and the project was completed a full year earlier than planned. The ground conditions were better than predictions showed, with 92 percent of the tunnel lined using Type 1 segments (less reinforcement) and only 8 percent of the tunnel requiring more heavily reinforced Type 2 segments. Prior to tunneling predictions stated as much as 26% of the tunnel would require Type 2 segments.
The navigation of the Bheri Thrust Zone was successful. Due to the effective countermeasures taken by the contractor, the fault zone was navigated safely and without delay. The Horizontal Sonic Profile Method (HSP) was introduced to predict geological conditions 100 m (328 ft) ahead of the tunnel face. The prediction results were verified with probe drilling. The TBM passed through the fault zone safely and smoothly within only one week without any challenges. 
Excavation Challenges
There were several challenges during excavation, which the crew maneuvered successfully. For instance, on December 27, 2017, large amounts of water began pouring from the 8 o’clock position more than 1 km into tunneling. While the machine advanced the ingress of water shifted to the 11 o’clock position. The contractor thought it was unnecessary to carry out grouting for water plugging, because the section was mainly composed of sandstone and the rock strength was relatively high. However, the method of of slowed excavation, enhanced pumping and drainage, was not sufficient and as inflows intensified back-filling and plugging were adopted.
A second occurrence of high water happened January 6, 2018 a few hundred meters later. Water entered at the 12 o’clock position at an approximate rate of greater than 2000 l/min. The contractor again adopted methods of slow excavation, enhanced pumping and drainage, and intensified back-filling and plugging. The section was in sandstone stratum with excellent stability, and the ingress of water came through fissures in the rock. The determination was there were minimal risks of the TBM being stuck or buried. The resolution was to slowly bore through the water without any drilling or grouting to stop the water.
Not all challenges were water-related; on October 10, 2018 the machine became stuck and could not progress more than 8 km (5 mi) into tunneling. Prior to this stage, the axis of the tunnel was perpendicular to the grain of the rock, a favorable condition for tunneling. However, ground conditions started to change, and the grain became nearly parallel to the tunnel axis. The geological conditions of the tunneling face were soft on the left-hand side and harder on the right-hand side, so the machine alignment became difficult to control. The machine became lodged in place. A high thrust of 18,500 kN (9,517.2 m/s) was exerted and was not able to move the machine. To move the machine, a bypass passage was excavated from the right side of the telescopic section up to the cutterhead. It was cleared out from the 5 o’clock position to the 12 o’clock position. A thrust of 10,000 kN (5,144 m/s) was applied and the machine was able to start boring again. The bypass was completed, and the machine was moving again in just five days.
Just a few meters later at the 8.6 km (5.3 mi) mark the cutterhead became jammed. Loosely cemented sandstone and high-pressure water ingress around the 11 o’clock position triggered an over-break at the left crown area and jammed up the cutterhead. To control the water ingress, 1287 kg (2837 lbs) of polyurethane was injected through a 16 m (52.5 ft) deep probe hole. This almost completely stopped the water. A torque of 440 kNm was then applied to the cutterhead and it was able to become dislodged. 
Breakthrough
In April 2019, the Robbins Double Shield TBM defied the astoundingly difficult geology of the Himalayas and broke through about a year ahead of the overall project schedule, and seven months faster than the TBM tunneling schedule.
Various reasons led to the excellent performance at this site. The site staff maintained the machine daily and were extremely vigilant with their cutter changing standards. Logistics were a key to the advance rates being high and the favorable geology with less than expected water in the fault zones led to the success. This project opened the Nepalese tunneling industry for future TBM excavations in Himalayan geology.
Ohio Canal Interceptor Tunnel
Project Overview 
The Ohio Canal Interceptor Tunnel (OCIT) is the key component of the City of Akron’s Long Term Control Plan aimed at reducing Combined Sewer Overflows (CSOs) into the Little Cuyahoga River, and surrounding streams. Akron Waterways Renewed, is the city’s water initiative. The mission of this initiative is to promote the benefits of the OCIT and related structures and dispense knowledge about the EPA-mandated solution to clean up the city’s waterways. The 1900 m (6,200 ft) long OCIT is able to handle 1703 L (450 gallons) of CSO annually in a 8 m (27 ft) finished inside diameter tunnel. The tunnel will be able to achieve water storage and maximize conveyance and green infrastructure.
Geology
The OCIT passed through three zones or reaches that had distinctly different ground conditions. The generalized ground conditions in these reaches consisted of soft ground (Reach No. 1), mixed face conditions with soft ground overlying bedrock (Reach No. 2), and bedrock with two sections of low rock over (Reach No. 3). The rock in Reaches 2 and 3 consisted primarily of weathered shale which transitioned to shale, siltstone, and minor amounts of sandstone.
In Reach 2 there were four obstructions that were encountered within the soft ground section that consisted of natural deposited boulders. The bedrock in Reach 2 was observed to have very widely spread horizontal clay seams in the rock core.
Within Reach 3 a zone of completely weathered bedrock was encountered at the top of the bedrock surface. Very widely spread horizontal clay was also observed in the rock core, ranging from 1 to 3 inches thick along the tunnel alignment in Reach 3.
The Machine and Continuous Conveyor
The Crossover XRE included features of EPB and Hard Rock Shield TBM types, with a versatile cutterhead design built specifically to address a common issue in mixed ground TBM tunneling: abnormal flat and multi flat cutter wear, which results in the cutter wearing flat on part of its surface. The XRE TBM cutterhead was equipped with 56 housings that could be dressed in either knife bits/rippers or 17-inch disc cutters. Due to the geological variability, it was decided that disc cutters would be beneficial from the outset, so the machine was launched with a full dressing of discs.
For boring in soft ground, the pre-torque of the cutter bearings was reduced by 25%, in order to require less rolling force for each cutter to rotate evenly. Sacrificial rippers were welded to intervene in case of ring wear greater than 15 mm (0.6 in), to avoid hyperbaric intervention in the first 491 m (1610 ft) of boring. 
The screw conveyor was another customized component of the TBM, in a shaft-type design, 20 m (64.5 ft) long, 1.2 m (47 inches) in diameter, with a tapered front nose to 1 m (30 in).
In both rock mode and mixed ground, the auger and the casings were in contact with abrasive material, creating wear. The screw conveyor was designed for an abrasive environment, with chromium carbide wear plates and hard facing.
For muck removal, a Robbins Continuous Conveyor system was employed. The conveyor system consisted of a main drive, splice stand, storage unit, and advancing tailpiece, operating through several curves requiring patented self-adjusting curve idlers that adjust belt tension based on the belt load. The system discharged onto a customer-supplied overland conveyor, which delivered the muck to a large storage yard near the portal site.
Excavation
In October 2017, the TBM was launched, with a depth to invert of approximately 12 m (40 ft) through a jet grout plug installed to provide a controlled launch environment. Cutterhead clogging was a problem but was overcome easily enough. The launch of the TBM was one of the most arduous aspects of this project due to the geology of the site. The machine launched into a very short reach of 61 m (200 ft) of soft ground, which then transitioned into mixed ground for 183 m (600 ft).
While in soft ground and mixed face conditions the machine operated in closed mode, and then switched to open mode once the crews hit solid rock. The advance rates once in full-face shale rock reached a high of 34 m (111 ft) in one day (two 10-hour shifts). Continuous conveyor availability remained high throughout the bore.
With the launch, the machine was nicknamed “Rosie” in respect and honor of Rosie the Riveter, an icon representing American women who worked in factories and shipyards during World War II.
Breakthrough
On August 29, 2018, the 9 m (30.4 ft) diameter Robbins Crossover (XRE) TBM completed its mission at the Akron Ohio Canal Interceptor Tunnel (OCIT). With tunneling complete, the machine was disassembled and removed from its retrieval shaft.
Thuong Kon Tum Hydroelectric project
Project Overview
Vietnam’s Thuong Kon Tum Hydroelectric Project is a 17.4 km tunnel that may well be the longest in the country. The completed conduit was designed to draw water from the Dak Nghe River to supply electricity to the Central Vietnam region via a 350 MW capacity power station. This project  encountered numerous challenges, from the geology to the original contractor. A 4.5 m diameter Main Beam TBM excavated a section of the tunnel in granite rock up to 250 MPa UCS. The TBM was originally launched in 2012, though non-satisfactory performance led to the original contractor leaving the site. The revamped project launched in 2016 with a new contractor and Robbins leading the refurbishment and operation of the TBM.
encountered numerous challenges, from the geology to the original contractor. A 4.5 m diameter Main Beam TBM excavated a section of the tunnel in granite rock up to 250 MPa UCS. The TBM was originally launched in 2012, though non-satisfactory performance led to the original contractor leaving the site. The revamped project launched in 2016 with a new contractor and Robbins leading the refurbishment and operation of the TBM.
Geology
Originally the geology of the project was noted as a granite rock type with strengths up to 120 MPa UCS. However, the available geology of the project was extremely limited with factors being the mountainous jungle above the tunnel making scouting extremely expensive and complicated. In this area rainfall is torrential during monsoon season with annual precipitation averages of 1800 mm. There were also landslides, which blocked roadways and left travelers without detours to their destination. These difficulties led to Onsite First Time Assembly (OFTA) being used to allow shipments to arrive in smaller pieces.
Machine Refurbishment
In 2012 the 4.5 m diameter Robbins Main Beam TBM and Continuous Conveyor System were supplied to bore a 10 km section of the tunnel.
In 2016 a joint venture with Robbins and a Vietnamese contractor, Construction Joint Stock Company No. 47 (CC47), was awarded the contract to refurbish the TBM, which suffered damage from lack of maintenance and the tropical climate (ambient air temperatures in tunnel hovered above 30 degrees Celsius, with humidity at a constant 90 percent or higher). The contract was also to excavate the remaining tunnel.
In March 2016, the refurbishment to the TBM and equipment began. This included repair to several kilometers of tunnel conveyor belting and components, rock support systems, and all motors on the equipment. Guidance Systems and VFDs also needed to be recommissioned. With the high humidity being a factor, main bearing conditions were observed and detailed tests were conducted; results showed the main bearing chamber had not been contaminated.
Equipment testing began in April 2016, to adjust the boring conditions to cope with the exceedingly hard rock (tested at up to 300 MPa UCS). Over the next few weeks, the machine’s progress skyrocketed with it being shown the equipment could handle the terrain after sitting idle.
Excavation
In June 2016, the TBM began boring after the two months of intensive repairs. Day to day operations for the tunnel and training of personnel were conducted by Robbins, while the contractor provided services to the tunnel such as ventilation, water, power, rail lines, ring beams, and other materials. The machine was able to bore 17.5 m per day for three days constantly, eventually surpassing those expectations.
The crews expected to pass through about 10 percent type 1 faults, and 65 percent class three faults. The rock mass was expected to consist of 10% Type 1 (massive, competent), but it was around 75 to 80 percent of the bore. The granitic rock was highly massive with few fractures and jointing. The compressive strength of the rock was estimated at 170 MPa, but it averaged 270-290 MPa.
The disc cutters used were able to keep the TBM progressing. Mostly heavy-duty cutters were used with each disc ring lasting for 500 to 600 m.
Complications arose throughout the bore. The remote environment had arduous tunnel conditions such as temperature and fault zones. There were numerous amounts of faults. Boring through granite, the typical advance rates were between 2.3 and 2.5 m an hour, and between 400-500 m per month. Besides the fault zones there were three major influxes of water, which required a steel sheet to divert water to the invert, then a ring beam and McNally system was installed. The TBM equipped with McNally pockets in the roof shield allowed for steel slats or rebar to be extruded and installed as the TBM advanced. By replacing the roof shield fingers on a Main Beam TBM, the McNally system prevents movement of loose rock in the critical area immediately behind the cutterhead support. 
Fracture zones were not that common; the TBM passed through the major faults that discharged heated water at a rate of 600 liters/second draining naturally from the graded tunnel but made the excavation difficult. These fault zones required steel water diversion plates and drainpipes installed to direct the extreme water ingress.
Crews had a probe drill that could be mobilized quickly if grouting needed to be done ahead of the TBM. Regular face mapping was done ahead of the TBM to determine how ground conditions were changing.
By Spring 2018, there was only about 2.8km (1.7mi) of tunnel remaining. With less than two years of operation the tunnel went from 15 percent complete to 85 percent complete. The tunnel conveyor system had an availability of 93 percent, meaning that it only had seven percent downtime. Despite the successfulness of the bore, challenges still arose. Thunderstorms and power cuts wreaked havoc causing production to slow down. The geological report also predicted more fault zones in the tunnel path with an incredibly large zone near the last 500 m of a tunnel.
Breakthrough
In the last quarter of 2018, crews hit a large fault zone, 250 m away from where the TBM would meet the downstream Drill-and-Blast excavated portion of the tunnel. Upon encountering the fault, the tunnel was inundated with water and debris with an estimated volume of 1,200 cubic meters. The resulting cavern was unstable and directly in the bore path causing the machine to be stopped. 
After filling the cavity and consolidating the surrounding geology with over 22,000 kg of polyurea silicate foam, the machine was able to advance forward. However, a complication emerged. When an excessive amount of loose rock was encountered, investigations discovered that the foam had not reacted and set as expected. The heat in the cavity along with the heat created by the thermal reaction of the bi-component foam had produced an environment that prevented the foam from fully expanding or setting. To complicate matters further, additional new collapses of the cavity could be heard from inside the TBM. The size of the cavern was now estimated to be more than double the original size.
The machine was pulled back from the cavity and a third-party contractor was employed to install a concrete plug between the TBM and cavity by using a concrete formwork and pumping in concrete using the TBM shotcrete system. A decision was made to remove the TBM and install the final lining.
In the last quarter of 2019, the final 250 m of tunneling was completed by a Drill & Blast team. TBM excavation rates were very good for the majority of the boring, despite all the arduous challenges that emerged throughout the process.
Great Hydro Network
Three Double Shield TBMs tunnel on a Grand Scale
Project Overview
 At 5,464 km long, the Yellow River is the second longest in China and provides water to over 12 percent of the country’s 1.4 billion people. Its reach falls short, however, in chronically dry Shanxi Province—a region that only receives about 473 mm of rainfall annually, and has in recent years experienced severe droughts coupled with rapid economic growth.
At 5,464 km long, the Yellow River is the second longest in China and provides water to over 12 percent of the country’s 1.4 billion people. Its reach falls short, however, in chronically dry Shanxi Province—a region that only receives about 473 mm of rainfall annually, and has in recent years experienced severe droughts coupled with rapid economic growth.
Sprawling equally long at thousands of kilometers, the province’s Great Hydro Network (GHN) is a mind-boggling feat of human engineering in the making. The network of tunnels will source water from the Yellow River to benefit up to 24 million people in the drought-ridden region. Once complete the tunnels will supply 2.3 billion cubic meters of water per year, improving both capacity and reliability of water supply.
Tunnels throughout the GHN project are being excavated mostly by drill & blast, with four designated TBM-driven tunnels. About half of all the tunnels under construction are very deep underground. The terrain and geological structure in the area is complex; some tunnels cross coal seams and below protected areas, underground springs and other unique geological structures. The tunnels carry construction risks including methane gas, groundwater and rock bursting.
Robbins has supplied three Double Shield machines on various lots. Contractor China Railway 18 Bureau Group Co. Ltd. is responsible for Tunnel 1 (T1), a 26 km long drive through limestone, dolomite, mudstone, amphibolite, and gneiss. Tunnels 2 and 4 (T2 and T4) are using 5.0 m and 4.2 m Double Shields, respectively, on 25 km and 15.6 km long drives. Both sites are operated by Shanxi Hydraulic Construction Engineering Bureau. Tunnel 3 (T3) is using a TBM from another manufacturer.
Geology
All three Robbins TBM-driven tunnels are located in Class III to Class V rock, and excavation was expected to be challenging from the outset. In particular the rock at T4 tested as over 27% Class V and nearly 23% softer soils, with just 36% of the tunnel in Class III rock.
Rugged TBM Design
 The trio of TBMs have been designed to meet the geological challenges and long tunnel lengths. All three machines were assembled at Robbins China in Shanghai, then reassembled at the jobsites. The TBMs were built with components from Italy, Germany, Switzerland, China, and the U.S.
The trio of TBMs have been designed to meet the geological challenges and long tunnel lengths. All three machines were assembled at Robbins China in Shanghai, then reassembled at the jobsites. The TBMs were built with components from Italy, Germany, Switzerland, China, and the U.S.
The machines were optimized to transport large segments quickly and safely into position to form a segment ring. The hexagonal segments are built in rings of four, each 1.2 m long. No steel reinforcement is included in the design, but gaskets between each segment help to seal them. Afterwards pea gravel is pumped into the annulus through a port in the segments to backfill voids, while a layer of grout seals them into place.
The TBMs have a uniquely long back-up system design due to the inclusion of redundant support systems– each machine is trailed by between 45 and 50 decks. Each deck is 6 to 10 m long. The redundant systems include different grout systems and at least one additional pea gravel system. This was done if one system needs maintenance or is shut down, so that the contractor can continue to bore and not affect the production of the entire line. Additional extras include redundant air compressors, as well as a rescue chamber, cafeteria, and toilet. A specialized car mover on the back-up allows two empty muck cars to be brought in with each supply train. The cars can be slid into place without needing a locomotive so that downtime in the long tunnel is minimized. The two extra muck cars have enough capacity for about two machine pushes or five rings, and can be pulled out with the next muck train.
The different diameters of the machines also necessitated unique design features. On all of the machines, squeezing the internal elements, particularly the hydraulics, into a small diameter was a challenge. The T1 and T2 machines, at 5.06 m in diameter, were able to use conventional torque cylinders in their design. The T4 machine, however, at just 4.16 m in diameter, required a redux of an old design—the lattice cylinder arrangement. The design is reminiscent of earlier Double Shield designs and offers a distinct advantage for machines less than 6 m in diameter: space. Torque arms normally occupy a large amount of space on Double Shield TBMs, and the design opens up more area to position the motors on smaller machines. It also leaves the invert open, which can aid in maintenance such as cutter changes.
Excavation and Breakthrough
T4
The small Double Shield for T4 was the first to launch in summer 2014. The machine began boring in two eight-hour shifts, with a third 8-hour shift dedicated for maintenance. The vast jobsite covers an area of 133 square kilometers and employs an army of workers. Obstacles presented themselves nearly from the outset, as ground changed quickly between soft, weak rock and hard, abrasive rock—a condition that caused frequent cutter changes. Clay clogged the cutterhead, while water inflows occurred from a lake overhead. Despite this, the machine achieved its best monthly advance of 840 m in April 2016, and by spring 2017 had excavated more than 70% of its tunnel. This machine along with T2 completed its epic bore at China’s Great Hydro Network in 2019.
T1
The machine at T1 was the next to launch in early 2015—the assembly of which was a challenge due to timing. Winter temperatures reached -25℃ while assembling, testing and launching the TBM. Heating equipment was employed and a greenhouse was installed to keep the whole TBM warm. With those strategies the TBM testing and launch ran smoothly. Since startup, the TBM has encountered very hard rock–up to 160 MPa in some areas and progress has been slow. In areas of good ground the machine has achieved as much as 1,402 m per month and as of spring 2017 the TBM had excavated about 36% of the total tunnel length.
T2
The last of the machines, for T2, was launched in spring 2015. About 320 people work and live on the jobsite that covers 20 square kilometers. The T2 machine experienced similar varying ground conditions to those at T4, vacillating between soft rock and hard, abrasive rock. Water inrushes have been encountered multiple times and have slowed down the excavation speed. Polyurethane grouting is being done to control the water inflows. The TBM has been able to achieve up to 720 m in one month, and as of Spring 2017 had excavated more than two-thirds of the total tunnel length. This machine along with T4 completed its epic bore at China’s Great Hydro Network in 2019.
Updates of this project will be posted as boring continues.
Delaware Aqueduct Repair
Single Shield TBM will bore through Difficult Conditions to fix the World’s Longest Continuous Tunnel
Project Overview
 At 137 km (85 mi) long, the Delaware Aqueduct is cited in the Guinness Book of World Records as the world’s longest continuous tunnel. On any given day, it supplies 50-60% of New York City’s drinking water—a metropolis of 8.5 million people—in addition to a further 1 million that live north of the city. It is the largest such water supply tunnel in the United States. In the 1990’s, the New York City Department of Environmental Protection (NYCDEP) discovered that a section of the aqueduct below the Hudson River was leaking 75 million liters of water per day.
At 137 km (85 mi) long, the Delaware Aqueduct is cited in the Guinness Book of World Records as the world’s longest continuous tunnel. On any given day, it supplies 50-60% of New York City’s drinking water—a metropolis of 8.5 million people—in addition to a further 1 million that live north of the city. It is the largest such water supply tunnel in the United States. In the 1990’s, the New York City Department of Environmental Protection (NYCDEP) discovered that a section of the aqueduct below the Hudson River was leaking 75 million liters of water per day.
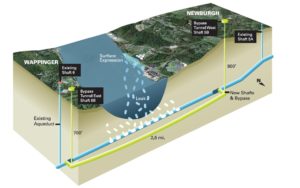
The NYCDEP took the decision to repair the tunnel in the largest such project to take place in the 175-year history of New York’s water supply system. A key component of the plan is a bypass tunnel that will connect up with structurally sound portions of the aqueduct and run deep below the Hudson for 3.8 km (2.5 mi). Notably, the tunnel will be bored while the aqueduct is still in service—only after excavation of the bypass will the flow be switched off to allow for the new tunnel to be connected to the existing tunnel. That shutdown is expected to last for five to eight months.
Geology
At 183 m (600 ft) below the riverbed of the Hudson, the bypass tunnel in faulted, crumbly limestone will be subject to water inflows at high pressures of up to 20 bar. A specialized 6.8 m (22.3 ft) diameter Single Shield TBM, manufactured by Robbins for JV contractor Kiewit-Shea Constructors (KSC), will bore the tunnel using components aimed at enabling efficient excavation in the difficult geological conditions.
Machine Design
 The machine was designed with Difficult Ground Solutions (DGS) features for the unique conditions.
The machine was designed with Difficult Ground Solutions (DGS) features for the unique conditions.
Water Inflow Control Features
Due to the 20 bar static water pressure expected on the project, a new main bearing sealing system was engineered for the project and is comprised of multiple rows of traditional lip type seals and emergency inflatable seals. In the event of a sudden inrush of high-pressure water, the TBM was designed to be quickly sealed. Knife gates over the muck chute are closed, followed by retraction of the conveyor frame and the belting from the cutting chamber. The bulkhead sealing plate is retracted and finally the stabilizer doors are closed.
Drilling & Grouting Systems
he machine is equipped with two drills in the shields for drilling through the head in 16 different positions and a third drill on the erector to drill through the shields in an additional 14 positions. Drilling and pre-excavation grouting will be a routine job to control and minimize water inflows. In addition, water-powered, high pressure down-the-hole-hammers will allow for drilling 60 to 100 m ahead of the machine at pressures up to 20 bar if necessary.
Pressure-Compensating Disc Cutters
The NYCDEP required that the TBM be capable of withstanding 30 bar of hydrostatic pressure. As such, the use of pressure compensated disc cutters became a necessity. Their unique design incorporates a pressure equalization system to keep water out and protect their bearings when the pressure is high.
Site Preparations
 Two massive shafts were constructed—launch shaft 5B in Newburgh, New York, and a retrieval shaft in Wappinger on the other side of the Hudson. The shafts were constructed by drill and blast with concrete lining installed every 30 m (100 ft). Their construction was completed in March 2016, resulting in a 270 m (885 ft) deep, 9 m (30 ft) diameter shaft at Newburgh and a 197 m (646 ft) deep shaft at Wappinger.
Two massive shafts were constructed—launch shaft 5B in Newburgh, New York, and a retrieval shaft in Wappinger on the other side of the Hudson. The shafts were constructed by drill and blast with concrete lining installed every 30 m (100 ft). Their construction was completed in March 2016, resulting in a 270 m (885 ft) deep, 9 m (30 ft) diameter shaft at Newburgh and a 197 m (646 ft) deep shaft at Wappinger.
The TBM will be launched from a bell-out chamber with a 12 m high ceiling currently under construction. The Newburgh shaft features a complex logistical setup including an elaborate hoisting system designed to service the shaft. The hoisting system will provide a lifting capacity of up to 90 metric tons to be used during TBM assembly.
Robbins worked closely with KSC to ensure that TBM components were designed and sized so all parts were less than 90 metric tons and could be lifted with the contractor’s hoist system to fit down the narrow, deep shaft window. A factory acceptance test was held in February 2017 After being shipped to the site, the TBM was assembled on a moving cradle at the bottom of the shaft, and then moved to the tunnel face.
In August 2019, The NYCDEP completed excavation of the Delaware Aqueduct Bypass Tunnel, a significant milestone in the USD $1 billion effort to repair leaks in the longest tunnel in the world. The TBM broke through a wall of shale bedrock nearly 700 feet (210 m) below the surface. Excavation of the tunnel was completed on budget and ahead of schedule.
Bahce-Nurdag High Speed Rail Tunnels
Robust Single Shield Navigates Turkey’s Hardest Rock
Project Overview
 Gaziantep province, in Southeastern Turkey, is an important center of agriculture and trade divided into nine districts. With a population of nearly 1.7 million, the province is overhauling its public transportation with a rail line between the town of Bahçe and the Nurdağı district. The Bahce-Nurdag Railway Tunnel will consist of two parallel 10.1 km (6.3 mi) tunnels, excavated by both drill and blast (2.9 km/1.8 mi) and TBM (7.2 km/4.5 mi).
Gaziantep province, in Southeastern Turkey, is an important center of agriculture and trade divided into nine districts. With a population of nearly 1.7 million, the province is overhauling its public transportation with a rail line between the town of Bahçe and the Nurdağı district. The Bahce-Nurdag Railway Tunnel will consist of two parallel 10.1 km (6.3 mi) tunnels, excavated by both drill and blast (2.9 km/1.8 mi) and TBM (7.2 km/4.5 mi).
Geology
The complex geology of the region is affected by the East Anatolian Fault zone, making ground conditions unpredictable. Mixed ground conditions prevail on the project, and range from interbedded sandstone, quartzite, and mudstone to highly weathered shale and dolomitic limestone. High water ingress is predicted with several springs directly overhead.
Machine Design
The customized Single Shield TBM was designed with Difficult Ground Solutions (DGS). Closure gates and an emergency sealing system effectively seal off high-pressure inrushes of water. The system reduces or eliminates the amount of mud or water that can pass through the machine and gives the crew time to safely grout off the water inflows. During such an event the machine would be stopped until water inflows are reduced to the point that the TBM could begin excavation once again.
Onsite Assembly & Excavation

The Single Shield TBM was assembled at the jobsite using Onsite First Time Assembly (OFTA). The jobsite location about 20 miles (32 km) from the Syrian border complicated shipping of some parts but the assembly was completed and a launch ceremony held in January 2016.
The TBM encountered a very high strength rock mass—perhaps the highest strengths yet encountered in Turkey. Samples of meta-sandstone and meta-mudstone have tested at 223 Mpa UCS.
Breakthrough
On July 24, 2020 the first TBM-driven portion of tunneling was completed. The 8.9 km (5.5 mi) long tunnel that was excavated had some of the hardest and most abrasive rock encountered in Turkey. The TBM achieved up to 456 m (1,500 ft) per month, a result achieved with the help of a Robbins Continuous Conveyor System for muck removal.
San Francisco Central Subway
Robbins EPBs Bore Twin Tunnels Below Active BART Line
Project Overview
 San Francisco’s Central Subway rail tunnels, snaking through downtown areas, were required to be driven below the existing Bay Area Rapid Transit (BART) line. Robbins provided two 6.3 m (20.7 ft) diameter EPBs to bore twin tunnels for the city’s newest rail route. The machines, operated by contractor Barnard/Impregilo/Healy JV, were nicknamed “Mom Chung” and “Big Alma”, after local historical figures.
San Francisco’s Central Subway rail tunnels, snaking through downtown areas, were required to be driven below the existing Bay Area Rapid Transit (BART) line. Robbins provided two 6.3 m (20.7 ft) diameter EPBs to bore twin tunnels for the city’s newest rail route. The machines, operated by contractor Barnard/Impregilo/Healy JV, were nicknamed “Mom Chung” and “Big Alma”, after local historical figures.
Geology
Geological testing revealed layers of mixed ground. Two 2.5 km (1.5 mi) long tunnels were excavated through ground ranging from soft soils to thinly bedded siltstone, shale and sandstone bedrock, as well as concrete diaphragm walls. The TBMs were designed with a number of special features to efficiently manage the varied geology, navigate the steep and turning alignment, and bore in what has been rated as “Potentially Gassy with Special Conditions” by Cal/OSHA.
Machine Design and Excavation
 Steering the TBMs accurately through tight curves was one of the key challenges of the project. A mixed face cutterhead was selected and designed to excavate the anticipated wide variety of ground, while active articulation was integrated between the TBM shields to lessen the risks of segment damage, ring deformation, and settlement during boring through curves. Both machines were designed to enable smooth excavation around tight turns with active articulation to excavate curves as small as 137 m (450 ft) in radius. Robbins continuous conveyors offered efficient muck removal throughout tunneling.
Steering the TBMs accurately through tight curves was one of the key challenges of the project. A mixed face cutterhead was selected and designed to excavate the anticipated wide variety of ground, while active articulation was integrated between the TBM shields to lessen the risks of segment damage, ring deformation, and settlement during boring through curves. Both machines were designed to enable smooth excavation around tight turns with active articulation to excavate curves as small as 137 m (450 ft) in radius. Robbins continuous conveyors offered efficient muck removal throughout tunneling.
Low cover, nearby utilities, and sensitive structures required analyses and design precautions in order to limit settlement impact. This was especially true of a crossing directly below live rail tunnels for the Bay Area Rapid Transit (BART). Compensation grout pipes were put into place as a contingency, but were not needed as the machines passed just 3.4 m (11 ft) below the rail lines with minimal settlement. Careful monitoring of the key TBM parameters ensured that boring did not impact the critical structures over the tunnel that ran through the heart of downtown San Francisco.
Breakthrough
 The first of the two machines holed through on June 2, 2014, the second followed close behind and broke through on June 11, marking the completion of the twin tunnels. Both Robbins machines achieved swift advance rates of up to 40 m (131 ft) in 24 hours and 513 m (1,683 ft) in one month.
The first of the two machines holed through on June 2, 2014, the second followed close behind and broke through on June 11, marking the completion of the twin tunnels. Both Robbins machines achieved swift advance rates of up to 40 m (131 ft) in 24 hours and 513 m (1,683 ft) in one month.
Mumbai Water Tunnel
A National Record in Urban, Hard Rock Conditions
Project Overview
 The Mumbai Water Supply Tunnel runs between the Kapurbawdi and Bhandup areas. The tunnel provides the city’s approximately 20.5 million residents with a reliable water supply, even during the seasonal monsoons that regularly contaminate Mumbai’s water resources. The basalt rock tunnel alleviates Mumbai’s current leakage problems from its aging lines and provide inhabitants with a consistent flow of clean drinking water.
The Mumbai Water Supply Tunnel runs between the Kapurbawdi and Bhandup areas. The tunnel provides the city’s approximately 20.5 million residents with a reliable water supply, even during the seasonal monsoons that regularly contaminate Mumbai’s water resources. The basalt rock tunnel alleviates Mumbai’s current leakage problems from its aging lines and provide inhabitants with a consistent flow of clean drinking water.
Geology
Abrasive basalt rock and some fractured ground with potential for water inflows.
Onsite First Time Assembly
 Onsite First Time Assembly (OFTA) was used to assemble the main bearing, lube system, back-up decks and horizontal, vertical and stacker conveyors. OFTA saved the contractor both time and money by assembling the parts at the jobsite and eliminating pre-assembly at the manufacturing facility in Shanghai, China. The OFTA process took place at the shaft bottom in a 100 m (328 ft) long starter chamber and a 50 m (164 ft) long tail tunnel. TBM components were lowered into the shaft using mobile and gantry cranes.
Onsite First Time Assembly (OFTA) was used to assemble the main bearing, lube system, back-up decks and horizontal, vertical and stacker conveyors. OFTA saved the contractor both time and money by assembling the parts at the jobsite and eliminating pre-assembly at the manufacturing facility in Shanghai, China. The OFTA process took place at the shaft bottom in a 100 m (328 ft) long starter chamber and a 50 m (164 ft) long tail tunnel. TBM components were lowered into the shaft using mobile and gantry cranes.
Excavation and Breakthrough
Due to the urban location of the tunnel, the TBM was launched from a 109 m (357 ft) deep shaft, and its launching sequence included an initial start-up excavation of 50 m (164 ft) with vital back-up decks connected to the TBM using cables. The first bore began March 30, 2012 and upon completion, the decks were lowered and a continuous conveyor system was installed for muck haulage and storage.
Robbins provided both the TBM and conveyor system for the project, as well as Field Service personnel to monitor the equipment and assist with daily upkeep and inspection.
 Although the machine was ultimately a success, it did experience its fair share of challenges during the 21-month bore. Difficult ground, including basalt rock, fractured ground, and water inflows, was encountered throughout the tunnel. The tunnel team took all precautionary measures and advanced slowly. The crew maintained good ventilation throughout execution and utilized consistent dewatering to deal with water inflows.
Although the machine was ultimately a success, it did experience its fair share of challenges during the 21-month bore. Difficult ground, including basalt rock, fractured ground, and water inflows, was encountered throughout the tunnel. The tunnel team took all precautionary measures and advanced slowly. The crew maintained good ventilation throughout execution and utilized consistent dewatering to deal with water inflows.
Ground support also played a critical role in poor ground: The rock support system and ring beam erector reduced downtime and stabilized rock. Challenging ground conditions, combined with the sheer depth of the 109 m (357 ft) tunnel, made the machine’s excellent advance rates a particular achievement.
By the end of TBM tunneling, the Robbins machine had reached high rates of 870 m (2,855 ft) per month and 58 m (188 ft) per day, both records for TBM tunneling in India. The contractor stated that the good rates were achieved because of “good performance of the machine and a conveyor system for muck haulage in place of conventional methods.”
Gerede Water Transmission Tunnel
Robbins Crossover Excels in Turkey’s Most Demanding Tunnel to Date
Project Overview

The Gerede Water Transmission Tunnel is arguably one of the most difficult projects attempted in the world of tunneling. Dozens of fault zones and intense water pressures up to 20 bar are just a couple of the challenges to overcome. Prior to Robbins involvement, three standard Double Shield TBMs, originally supplied by a European manufacturer, attempted to bore the tunnel. Of the three, two became irretrievably stuck following massive inflows of mud and debris. In 2016, a Robbins Crossover XRE machine was launched to excavate the final 9 km (5.6 mi) of the 31.6 km (19.6 mi) long water supply tunnel. Due to severe and chronic droughts in the capital city Ankara, the water line has been deemed a national priority. Once complete, the supply line will draw water from the Gerede River and will be the longest water tunnel in Turkey.
Geology
Turkey is in a tectonically active region controlled on a grand scale by the collision of the Arabian Plate and the Eurasian Plate. At a more detailed level, a large piece of continental crust almost the size of Turkey, called the Anatolian block, is being squeezed to the west. The block is bounded to the north by the North Anatolian Fault and to the south-east by the East Anatolian fault. Geology in the fault zones tends to be highly variable and unstable.
At Gerede, the Anatolian Fault Zone certainly presented many obstacles. Geologic testing and borehole samples showed a mix of volcanic rock including tuff, basalt, and breccia, giving way to sedimentary formations like sandstone, shale, and limestone, all punctuated by fault zones that contained clay and alluvium. The Crossover machine also faced an aquifer system that caused high-pressure water inrushes of 26 bar.
Machine Design

Due to the geology, the Gerede machine required a convertible cutterhead optimized for hard rock. The cutterhead was designed for ease of conversion between hard rock and EPB modes, and cutter housings can be fitted with either disc cutters or tungsten carbide tooling. In addition, the cutterhead is designed to operate in a single direction. The setup, which is used on all XRE machines, allows for greater efficiency while excavating, with lower power requirements and less chance of regrind. To cope with difficult ground, the Gerede machine was also equipped with special gearing.
In order to protect the machine from the expected high water pressure, an extensive sealing system was put into place. Around the main bearing, there is an outer row of six seals and an inner row of three seals. Between each seal, the cavity is filled with grease to ensure a constant pressure. In the event that the machine is shut down and an inrush of water overtakes the machine, a pressure sensor will detect this presence of water and flush the seal system with grease in order to continually protect the seals. The articulation joint and the gripper and stabilizer shoes are sealed off in the same manner.
Perhaps one of the most important parts of the Gerede TBM design is the screw conveyor. Because of the potential for massive amounts of water, the machine must have a sealed screw conveyor. However, running rock through a screw conveyor can be highly abrasive. To account for potential wear, the screw was been designed with replaceable wear plates along its entire length. The screw itself was also made up of short sections that can be removed and replaced if needed. Multiple access hatches were included for maintenance of the wear plates, while two large, removable outer casings could accommodate the change-out of entire screw sections.
Due to the unpredictable ground conditions, it was necessary to detect and grout off zones of concern wherever possible in order to protect the machine from loose ground and water pressure. The machine utilized a standard array of twelve Ø100 mm ports angled at 7° that are equally spaced around the rear shield. Each port was sealed by a ball valve until it was needed for probing. Ten of the same-sized ports were also located straight through the forward shield for probing and grouting. Six additional hatches were built into the pedestal at the front of the machine. The hatches could be used with a pneumatic percussive drill in the center section of the cutterhead.
Excavation

The Robbins XRE TBM was launched in summer 2016, using some components from the original Double Shield TBM back-up, as well as the remaining segments being stored for the project. Crews excavated a bypass tunnel to one side of the stuck Double Shield TBMs and the Robbins TBM components were walked in through the south portal. The machine was assembled using Onsite First Time Assembly (OFTA) in an underground launch chamber. Water flow made it difficult to get the materials to the machine, but this was overcome by designing custom flat cars equipped with hydraulic lifts to transport bigger sections of the TBM through the tunnel to the build chamber.
The Robbins machine began boring at a slight angle to the rest of the tunnel, bypassing the stuck machine before gradually meeting up with the original tunnel alignment. The machine was required to be used in EPB mode as it encountered water pressures up to 26 bars, alluvium, flowing materials, and clay. Water pressure was lowered by draining the ground water through the rear shield probe drill ports, which were equipped with normally-closed ball valves. Probe drilling became routine after advancing 50 meters (164 feet) past the section that buried the original Double Shield TBM. During its bore the TBM encountered a total of 48 fault zones. Despite the constraints of the difficult geological conditions and the time it took to reach the TBM within the tunnel, crews achieved a best day of 29.4 m (29.4 m (96.5 ft), best week of 134.6 m (441.6 ft) and a best month of 484 m (1,588 ft).
Breakthrough
 Excavation of Turkey’s longest water tunnel came to an end on December 18, 2018. With tunneling complete, the pipeline opened in March 2019. The tunnel will convey water from the Gerede River to Çamlıdere Dam, which provides potable water for the Ankara city water system.
Excavation of Turkey’s longest water tunnel came to an end on December 18, 2018. With tunneling complete, the pipeline opened in March 2019. The tunnel will convey water from the Gerede River to Çamlıdere Dam, which provides potable water for the Ankara city water system.